Production Systems Explained: Types, Features, and Examples
Introduction
Walk into two different factories and you might feel like you’ve entered two completely different worlds. In one, skilled workers move between stations, crafting unique products with care and precision. In another, items glide along conveyor belts in a steady, almost hypnotic rhythm.
This contrast exists because production systems are not one-size-fits-all. They are carefully shaped around what is being made, how much of it is needed, and how often those needs change. Some businesses prioritize flexibility, others efficiency, and most are constantly balancing the two. Understanding these systems is really about understanding how companies bring ideas to life at scale.
Job Shops
A job shop feels less like a traditional factory and more like a highly skilled workshop, where flexibility and craftsmanship take center stage. No two days are alike, orders arrive with unique specifications, varying quantities, and different levels of complexity. Instead of following a fixed production path, each job charts its own route through the facility based on its specific requirements.
The layout reflects this flexibility. Machines are organized by function, lathes in one area, milling machines in another, grinding and finishing stations elsewhere. Workpieces move between these areas in a non-linear fashion, sometimes revisiting the same station multiple times. This “functional layout” allows the shop to handle a wide variety of tasks, but it also means material flow can be unpredictable and harder to manage.

At the heart of a job shop are skilled workers. Unlike in highly automated or repetitive systems, operators here are decision-makers. They interpret drawings, set up machines, adjust parameters, troubleshoot issues, and often customize processes on the fly. Their expertise enables the shop to handle one-off jobs, tight tolerances, and evolving customer needs.
Job shops thrive in environments where variety and customization are essential. They are commonly used for producing bespoke components, prototypes, tooling, and repair work, situations where flexibility outweighs speed. However, this adaptability comes with trade-offs. Scheduling is complex, as each job may require different machines and processing times. Work-in-progress inventory can build up, and lead times may vary. Efficiency, in the traditional sense, is often sacrificed to accommodate customization.
Despite these challenges, job shops play a critical role in manufacturing ecosystems. They provide the agility needed for innovation, small-batch production, and specialized work, making them indispensable when precision, customization, and responsiveness matter most.
Disconnected Flow Lines
Disconnected flow lines sit between the flexibility of job shops and the efficiency of fully connected production lines. They introduce a clear overall sequence, components generally move from one stage to the next in a defined order, but each stage is not tightly synchronized with the others. Instead, operations function with a degree of independence, creating a system that is structured, yet deliberately decoupled.
A key feature of this setup is the presence of buffers, designated storage or waiting areas between stages. After completing a process, parts are placed into these buffers rather than immediately moving downstream. This decoupling allows upstream and downstream operations to run at different speeds. If one station experiences delays, breakdowns, or variability, the rest of the system can continue operating temporarily by drawing from or adding to these buffers. In this sense, buffers act as shock absorbers, smoothing out disruptions and reducing the risk of a full system stoppage.
The layout often reflects a product-oriented flow, but with physical or operational gaps between stages. You might see distinct zones for fabrication, subassembly, systems integration, and final assembly, each with its own team, equipment, and pace of work. Material handling systems, such as forklifts, carts, or automated guided vehicles, are typically used to move items between these areas, rather than continuous conveyors.
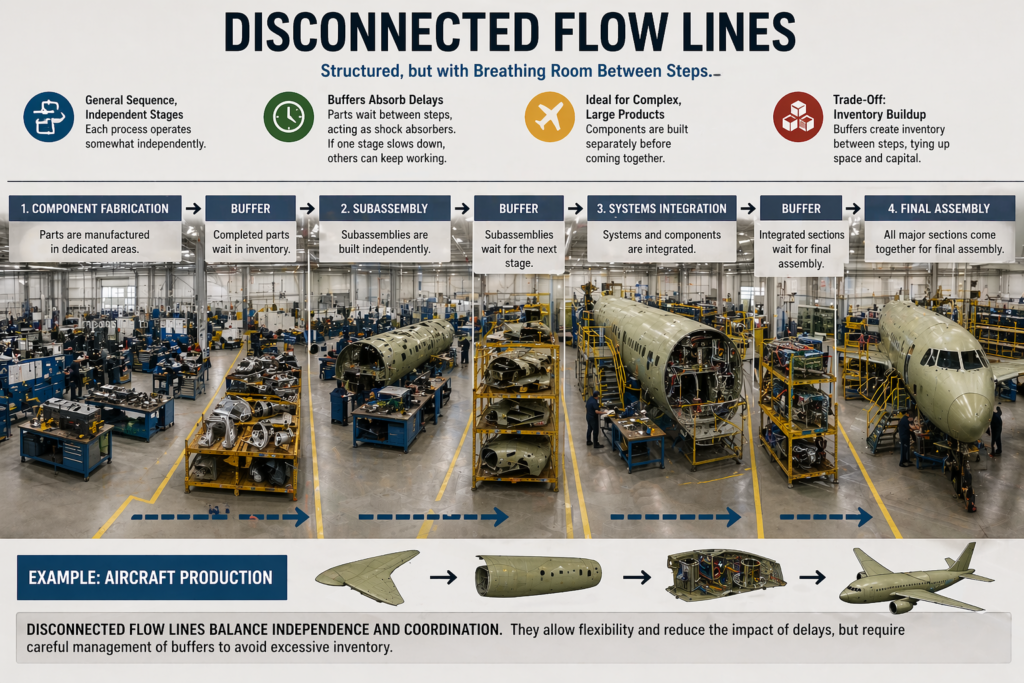
This approach is particularly well-suited to large, complex, or modular products. Industries like aerospace, shipbuilding, heavy machinery, and construction equipment rely on disconnected flow lines because different components can be manufactured in parallel and brought together later. For example, in aircraft production, wings, fuselage sections, avionics, and interiors are often developed independently before final integration. This enables specialization and parallel processing, improving overall throughput for complex builds.
However, the advantages come with trade-offs. Buffers lead to increased work-in-progress (WIP) inventory, which ties up capital and requires physical space. Managing these inventories becomes a challenge, too little buffer risks starvation at downstream stages, while too much creates congestion and inefficiency. Lead times can also become longer and less predictable due to waiting periods between processes.
Coordination and planning are critical. Production control systems must carefully schedule releases, monitor buffer levels, and balance workloads across stages. Techniques like finite capacity scheduling, material requirements planning (MRP), and buffer management strategies are often used to keep the system running smoothly.
In essence, disconnected flow lines balance independence and coordination. They sacrifice some efficiency and immediacy in exchange for robustness and flexibility, making them ideal where complexity, scale, and variability demand a more forgiving production system.
Connected Flow Lines
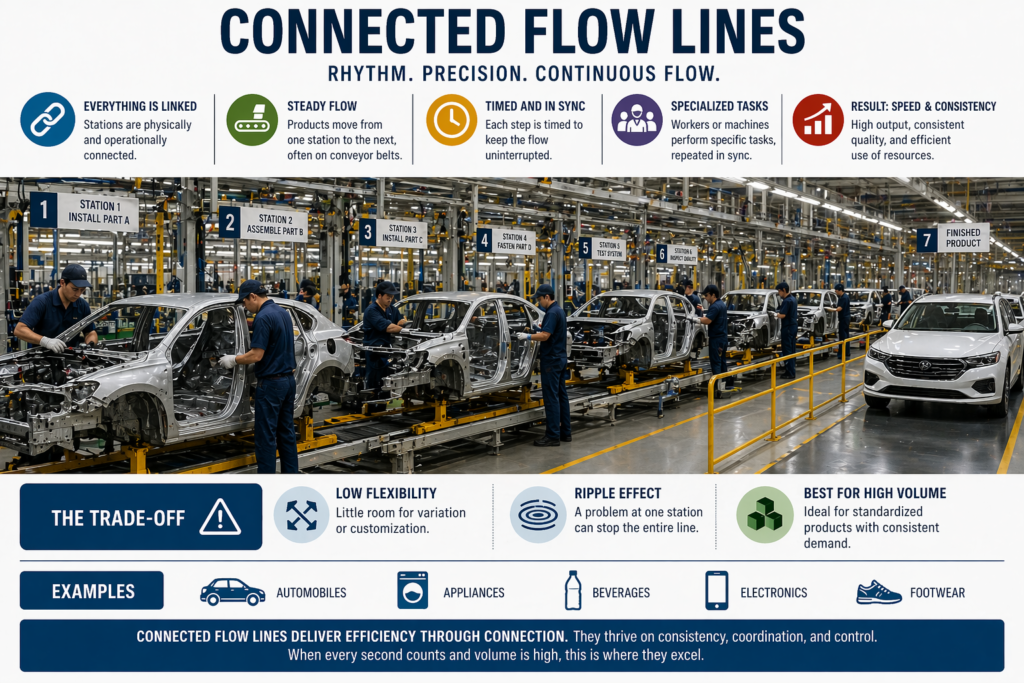
Connected flow lines represent one of the most refined forms of production organization, designed for speed, consistency, and repeatability. In these systems, every stage is tightly linked, both physically through conveyors or transfer systems, and operationally through synchronized timing. Products move continuously from one station to the next in a predefined sequence, with little to no waiting in between.
At the core of a connected flow line is the concept of flow balance. Each station is designed to complete its task within a specific time window, often referred to as the cycle time. This ensures that work progresses smoothly without bottlenecks or idle time. If one station is slower than the others, it becomes a constraint; if it’s faster, it may sit idle. Achieving this balance requires careful line design, task allocation, and ongoing optimization.
The environment is highly structured. Each worker or machine is responsible for a narrowly defined task, repeated consistently as products pass by. This specialization reduces variability, shortens training time, and increases efficiency. Automation is often integrated into these lines, with robotics, sensors, and control systems ensuring precision and consistency at high speeds.
Material handling is seamless and continuous. Conveyor belts, automated transfer systems, or synchronized movement platforms carry products along the line, eliminating the need for manual transport between stages. In more advanced setups, the entire line operates as a single coordinated system, often monitored and controlled in real time through digital production systems.
One of the defining characteristics of connected flow lines is minimal work-in-progress (WIP). Because items move directly from one step to the next without buffering, inventory between stages is kept very low. This reduces storage needs and exposes problems quickly, if something goes wrong, it becomes immediately visible.
However, this tight integration also creates vulnerability. A disruption at any single station, whether due to equipment failure, quality issues, or material shortages, can stop the entire line. This is often referred to as the ripple effect or line stoppage. To mitigate this, manufacturers implement strategies such as preventive maintenance, quality checks at each station, redundancy for critical processes, and quick-response systems like Andon alerts.
Flexibility is limited in this environment. Because the line is optimized for a specific product or a narrow range of variants, introducing changes can be costly and time-consuming. Reconfiguring the line, adjusting tooling, or retraining workers can disrupt the entire system. For this reason, connected flow lines are best suited to high-volume, standardized production where demand is stable and product variation is minimal.
Despite these constraints, the advantages are significant. Connected flow lines deliver high throughput, consistent quality, efficient use of labor and equipment, and predictable output rates. They are commonly found in industries such as automotive manufacturing, electronics assembly, appliances, and consumer goods, anywhere the priority is producing large quantities of uniform products quickly and reliably.
In essence, connected flow lines are about synchronization and control. When everything works in harmony, they achieve remarkable efficiency, but that harmony requires precision, discipline, and careful management to maintain.
Continuous Flow Processes
Continuous flow processes take the idea of “flow” to its extreme, so much so that the concept of individual units essentially disappears. Instead of discrete parts moving step by step, materials move as an uninterrupted stream through a network of equipment. Production is not divided into tasks or stations; it is defined by transformations that happen continuously over time.
In these systems, raw materials, often liquids, gases, or fine solids, enter the process at one end and are gradually transformed as they pass through pipes, pumps, heat exchangers, reactors, separators, and storage vessels. Each piece of equipment performs a specific function, but unlike in discrete systems, everything operates simultaneously. There are no start-and-stop cycles between stages, just a constant, steady progression.
A defining feature of continuous flow is steady-state operation. Once the system reaches its optimal operating conditions, temperature, pressure, flow rate, and chemical composition, it is designed to remain there for as long as possible. Maintaining this stability is critical, because even small fluctuations can affect product quality, efficiency, or safety. Advanced control systems constantly monitor thousands of variables and make real-time adjustments to keep the process within tight limits.
Automation plays a central role. Distributed control systems (DCS), sensors, and feedback loops manage the process with minimal human intervention. Operators oversee the system from control rooms rather than directly handling materials. Their role shifts from manual operation to supervision, optimization, and rapid response when something deviates from normal conditions.
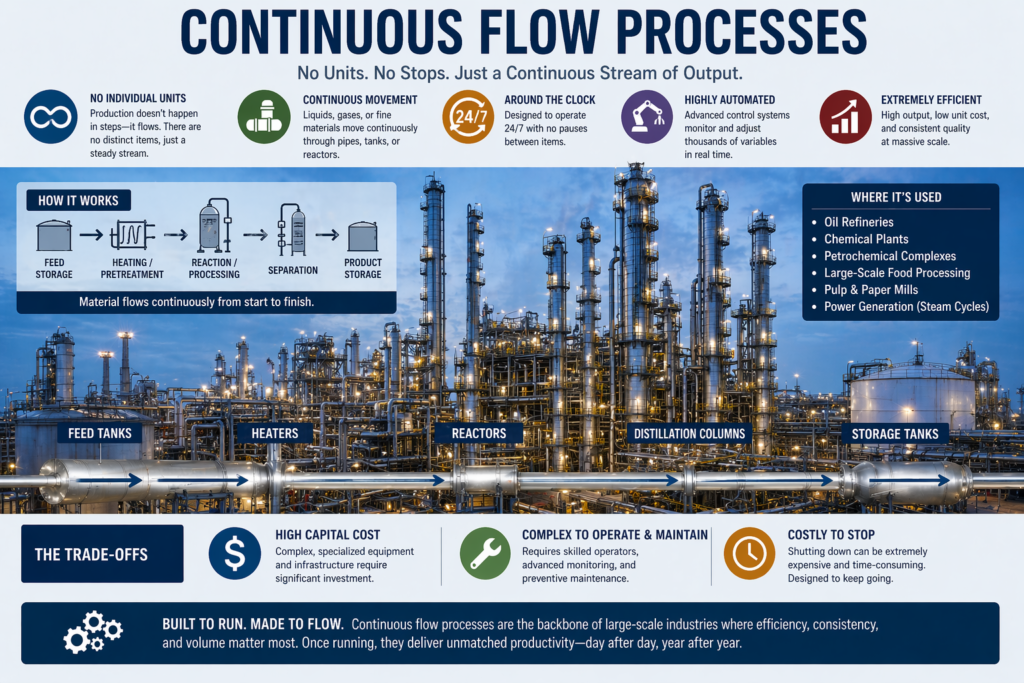
These processes are highly efficient at scale. Because production runs continuously, often 24/7, they achieve very high output with low unit costs. Energy use can be optimized, waste minimized, and product quality kept consistent over long periods. This makes continuous flow ideal for industries like oil refining, petrochemicals, pharmaceuticals, power generation, and large-scale food processing.
However, this efficiency comes with significant complexity and cost. The infrastructure required, specialized equipment, extensive piping, safety systems, and automation, demands a high initial investment. Designing and commissioning such systems is a major engineering effort, often taking years.
Another critical characteristic is the cost of interruption. Shutting down a continuous process is not as simple as stopping a machine. It may require carefully controlled procedures to avoid damage, contamination, or safety risks. Restarting can be time-consuming and expensive, involving reheating systems, reestablishing chemical conditions, and stabilizing flows. For this reason, these systems are designed to run for long periods with minimal downtime, supported by rigorous maintenance and reliability strategies.
Flexibility is limited compared to other production systems. Changing the product or process conditions can require significant adjustments, and in some cases, a full shutdown. As a result, continuous flow processes are best suited to high-volume, standardized outputs where demand is stable and predictable.
In essence, continuous flow processes are about consistency, scale, and control. They transform raw materials into finished products through uninterrupted motion, achieving remarkable efficiency, but only through careful design, precise control, and a commitment to keeping the system running smoothly at all times.
Choosing the Right System
Choosing a production system is less about picking the “best” option and more about finding the right fit.
If your customers expect tailored solutions, you lean toward flexibility. If they expect low prices and consistent quality, efficiency becomes the priority. If demand is unpredictable, you need room to adjust. If it’s stable and high, you can optimize for speed.
In reality, many businesses blend elements from different systems, evolving over time as their products and markets change. What matters most is alignment, between what you produce, how you produce it, and what your customers value.
Interested in our Industrial & Manufacturing Engineering Courses?
At iLearn Engineering®, we offer a diverse range of online accredited Industrial, Manufacturing and Mechanical Engineering courses and qualifications to cater to different academic and career goals. Our industrial courses are available in varying credit values and levels, ranging from 40 credit Engineering Diplomas to a Bachelor’s equivalent 360 credit International Graduate Diploma.
All Industrial / Manufacturing Engineering Courses
All Industrial / Manufacturing Engineering Diploma Courses can be seen here.
All Mechanical Engineering Diploma Courses can be seen here.
Short Courses for Industrial Engineering (40 Credits)
- Diploma in Manufacturing
- Diploma in Composites, Smart Materials & Nanotechnology
- Diploma in Lean Manufacturing
- Diploma in Mechanical Technology
- Diploma in Electrical Technology
- Diploma in Material Science
First Year of Undergraduate (Level 4 – 120 Credits)
Higher International Certificate in Industrial Engineering
Higher International Certificate in Mechanical Engineering
Years One and Two of Undergraduate (Level 5 – 240 Credits)
Higher International Diploma in Industrial Engineering
Higher International Diploma in Mechanical Engineering
Degree Equivalent International Graduate Diplomas in Engineering Management and Mechanical Engineering (Level 6 – 360 Credits)
International Graduate Diploma in Engineering Management (Level 6) [120 Credit Top Up]
International Graduate Diploma in Mechanical Engineering (Level 6) [120 Credit Top Up]
Complete Engineering Course Catalogue (all courses)
Alternatively, you can view all our online engineering courses here.
Get started today
Explore our range of Industrial and Manufacturing Engineering courses
Recent Posts
Understanding Key Performance Indicators in Manufacturing
Understanding Key Performance Indicators in Manufacturing Introduction Key Performance Indicators (KPIs), or sometimes written as Key Performance Measures, are some of the key ‘metrics’ that are used to measure the performance of an industrial system. A good KPI for a manufacturing system should be SMART, that is: Specific – It should measure a specific output […]
How Aircraft Structures Evolved: From Fragile Flyers to Engineering Masterpieces
How Aircraft Structures Evolved: From Fragile Flyers to Engineering Masterpieces Introduction As with all other aspects involved with an aircraft, the structural design and layout has changed markedly over the history of flight, in line with technological advances and new discoveries. This section will highlight some of the more substantial developments made during the history […]
Why Lean Manufacturing Matters: Principles of waste
Why Lean Manufacturing Matters: Principles of waste Introduction Lean manufacturing isn’t just a toolkit for improving efficiency, it’s a mindset that reshapes how organisations think about value. At its core, lean focuses on delivering exactly what the customer needs, when they need it, with as little waste as possible. In an increasingly competitive and resource-conscious […]