Understanding Key Performance Indicators in Manufacturing
Introduction
Key Performance Indicators (KPIs), or sometimes written as Key Performance Measures, are some of the key ‘metrics’ that are used to measure the performance of an industrial system.
A good KPI for a manufacturing system should be SMART, that is:
Specific – It should measure a specific output or
Measureable – There should be some way to measure the output, and should be compared to a ‘target’
Accurate – The displayed KPI should be accurate, and up-to date.
Realistic – Any target set by the KPI needs to be achievable! (e.g. there is no point saying we need to produce 1 part per hour, if it takes 2 hours machining time!)
Timebound – The KPI should measure for a specific period of time. E.g. the shift/day/week/month etc.
Below we define some key performance measures relevant in manufacturing environments.
- Throughput or throughput rate is the number of good (i.e., non-defective) parts or jobs produced per unit time.
- Capacity (or maximal throughput) is an upper limit on the throughput of a production process
- Work-In-Process (WIP) is all the products from the start to the end point of a product routing.
- Cycle time or flow time, is the time it takes from the release of a job at the beginning of its routing to go through the system and to reach the end of its routing. In other words, it is the time a job spends as WIP.
- Utilization of a machine is the fraction of time it is not idle for lack of parts. This is not necessarily the fraction of time the machine is processing jobs, but typically also includes failures, setups, and so on. We will cover utilization in more detail below.
In the blog below we will cover the following KPIs which are important in a manufacturing environment:
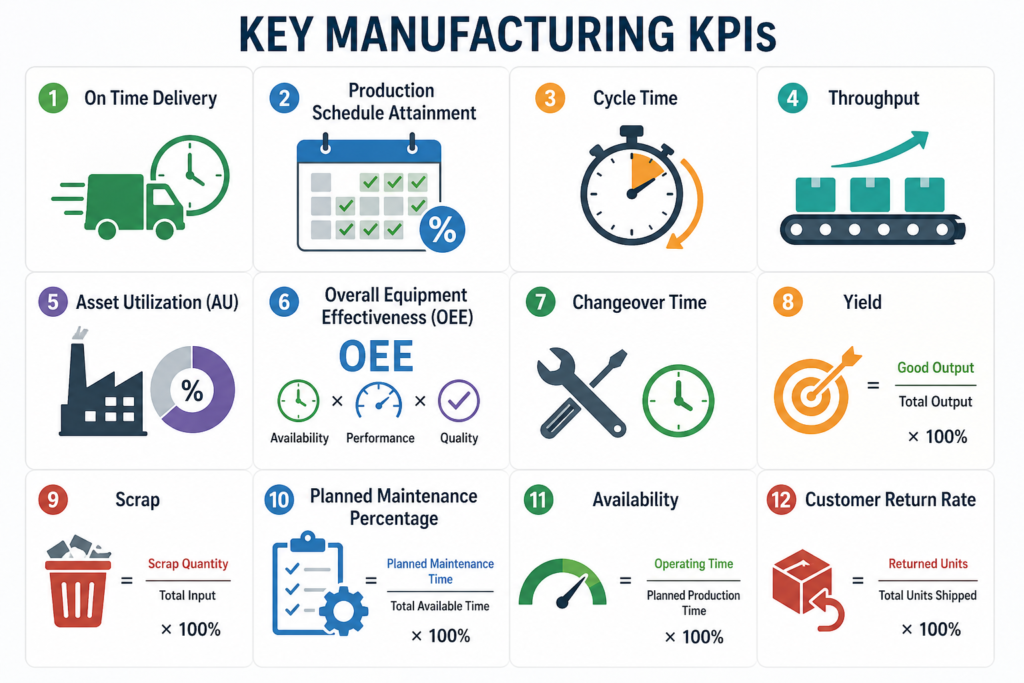
On Time Delivery
On time delivery = No of orders delivered on time ÷ No of orders due
This KPI measures the percentage of orders delivered on-time. It may be tallied daily, weekly, monthly, or annually for statistical relevance, and the aim should be 100% fulfilment.

The metric is one of the most important; regardless of how everything else is going in the company, this is one that will keep your customers happy. If delivery is always late, customers will go elsewhere.
Production Schedule Attainment
Schedule attainment = No of work orders delivered on time ÷ Total no of orders due
Similar to On-time delivery, but this tracks the production at a local, or workstation level.
This KPI tracks how often a production team meets the target level of production and provides an important way to set performance benchmarks, fine-tune work order delivery time estimates, and make sure that performance issues aren’t causing costly delays.
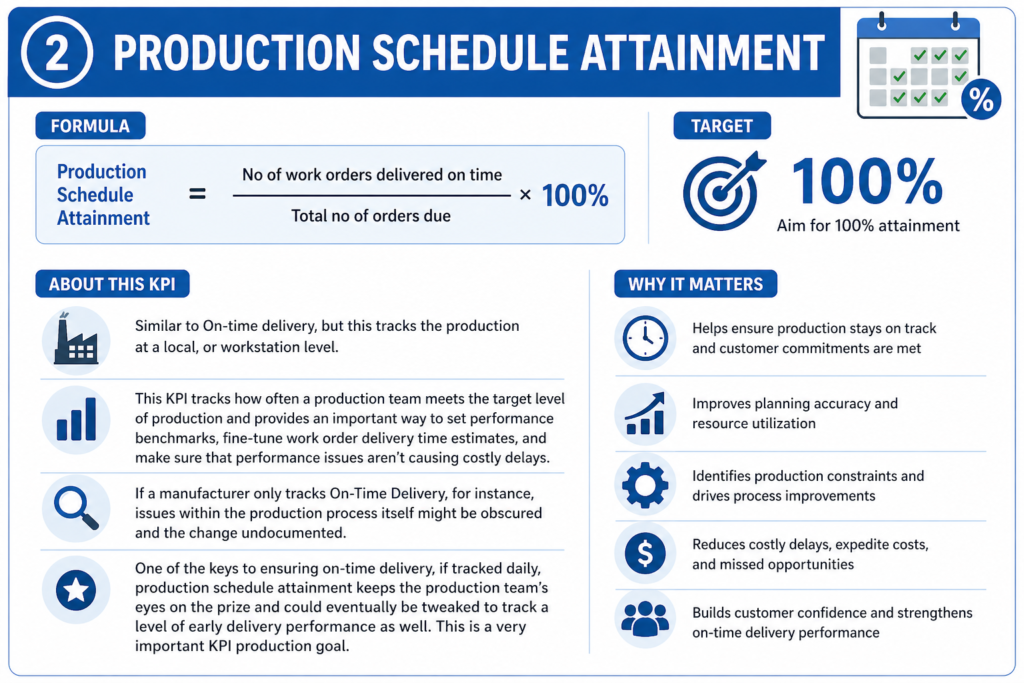
If a manufacturer only tracks On-Time Delivery, for instance, issues within the production process itself might be obscured and the change undocumented.
One of the keys to ensuring on-time delivery, if tracked daily, production schedule attainment keeps the production team’s eyes on the prize and could eventually be tweaked to track a level of early delivery performance as well. This is a very important KPI production goal.
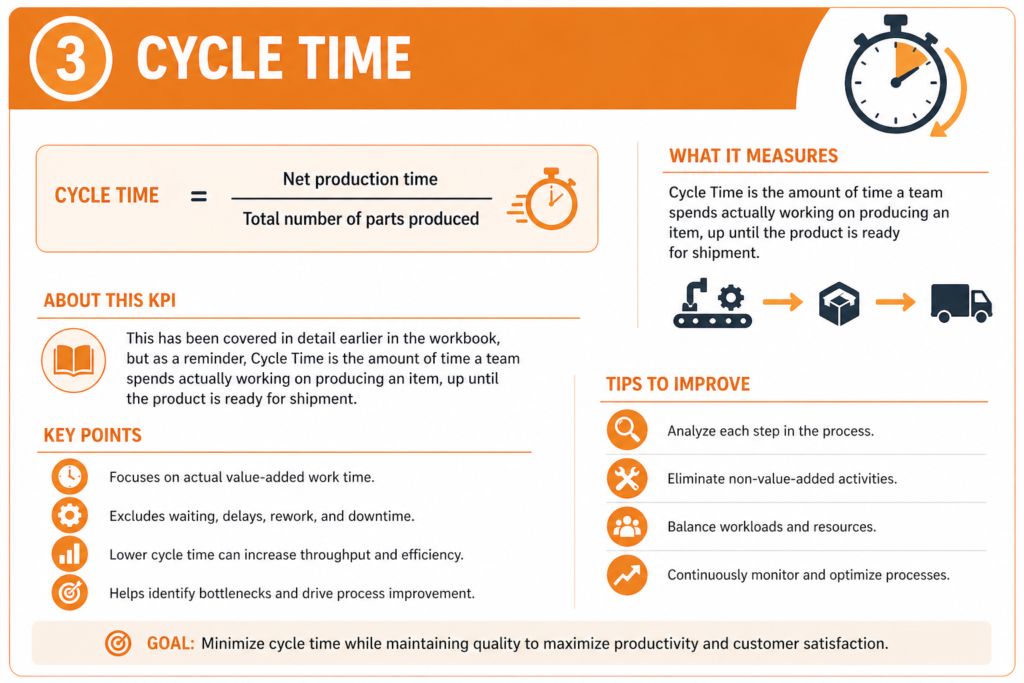
Cycle Time
Cycle time = Net production time ÷ Total number of parts produced
This has been covered in detail in the another blog, but as a reminder, Cycle Time is the amount of time a team spends actually working on producing an item, up until the product is ready for shipment.
Throughput
Cycle time = Total number of parts produced ÷ total time taken
Inversely to cycle time, throughput is the rate of how many units on average a machine, cell or line is producing over time, i.e. 1200 units/minute.
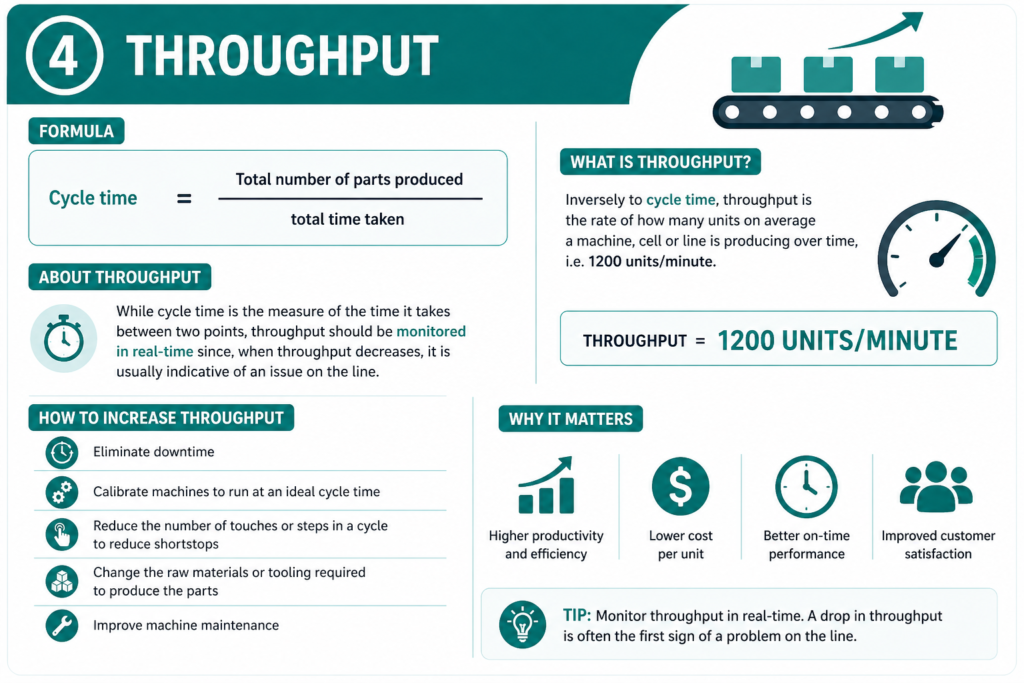
While cycle time is the measure of the time it takes between two points, throughput should be monitored in real-time since, when throughput decreases, it is usually indicative of an issue on the line. Throughput can be increased by eliminating downtime, calibrating machines to run at an ideal cycle time, reducing the number of touches or steps in a cycle to reduce shortstops, changing the raw materials or tooling required to produce the parts, and improving machine maintenance.
Asset Utilization
Asset Utilization is defined as: Availability x rate x quality
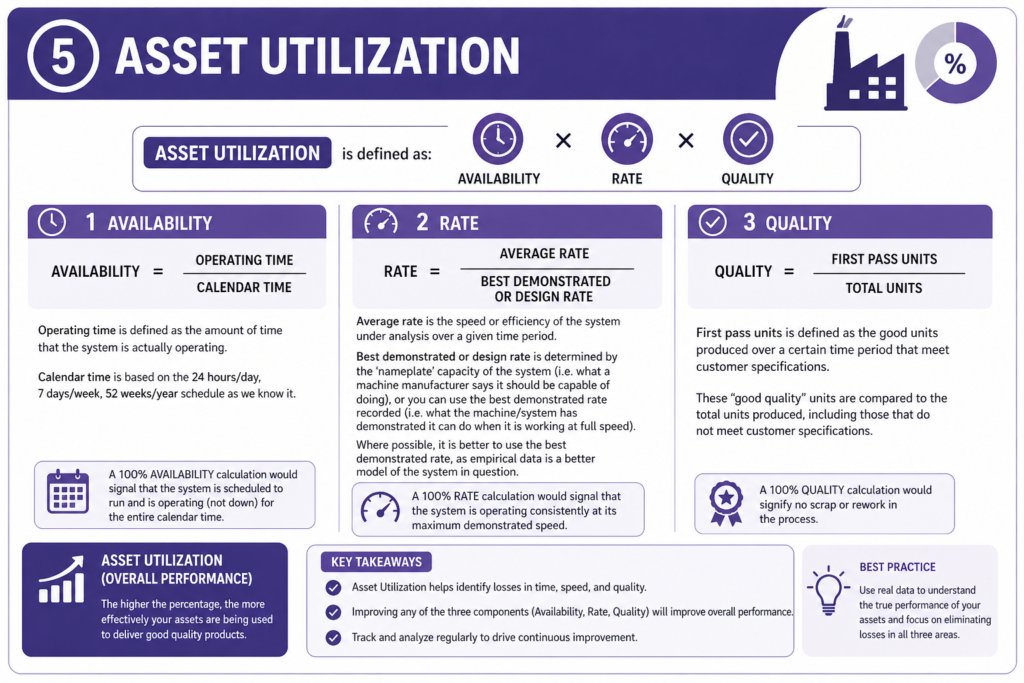
Where: Availability = operating time / calendar time
Operating time is defined as the amount of time that the system is actually operating. Calendar time is based on the 24hours/day, 7days/week, 52weeks/year schedule as we know it.
Example
A machine running for 18 hours per day (6 days per week)
Availability = (18hours x 6 days ) / (24 hours x 7 days) = 108 / 168 = 0.642(64.2%)
Rate = Average rate / best demonstrated or design rate
Average rate is the speed or efficiency of the system under analysis over a given time period. Best demonstrated or design rate is determined by the ‘nameplate’ capacity of the system (i.e. what a machine manufacturer says it should be capable of doing), or you can use the best demonstrated rate recorded (i.e. what the machine/system has demonstrated it can do when it is working at full speed).
Where possible, it is better to use the best demonstrated rate, as empirical data is a better model of the system in question. A 100% RATE calculation would signal that the system is operating consistently at its maximum demonstrated speed.
Quality = first pass units / total units
First pass units is defined as the good units produced over a certain time period that meet customer specifications. These “good quality” units are compared to the total units produced, including those that do not meet customer specifications.
A 100% QUALITY calculation would signify no scrap or rework in the process.
Example (Asset Utilisation)
A robot drilling machine is active for 7.5 hours in an 8 hour shift. (2 shifts per day)
During 1 day, it produces 320 parts, of which 15 failed a quality check.
The maximum demonstrated performance of the machine is 22 parts/hour.
What is the Asset Utilisation of the machine per day?
AU = availability x rate x quality
Availability = Operating time/calendar time = (7.5hours x 2shifts) / 24hours = 0.625
Rate = Avg rate / best demonstrated
Avg rate = 320parts / 16 hours = 20 parts/hour
(notice how in this case we use 16 hours, as each shift is 8hours long, which is the maximum that the machine could run for)
Best demonstrated = 22/hour
Therefore rate = 20/22 = 0.9091
Quality= First pass units / total units = (320-15) / 320 = 0.9531Therefore, AU = 0.625 x 0.9091 x 0.9531 = 0.542 (54.2%)
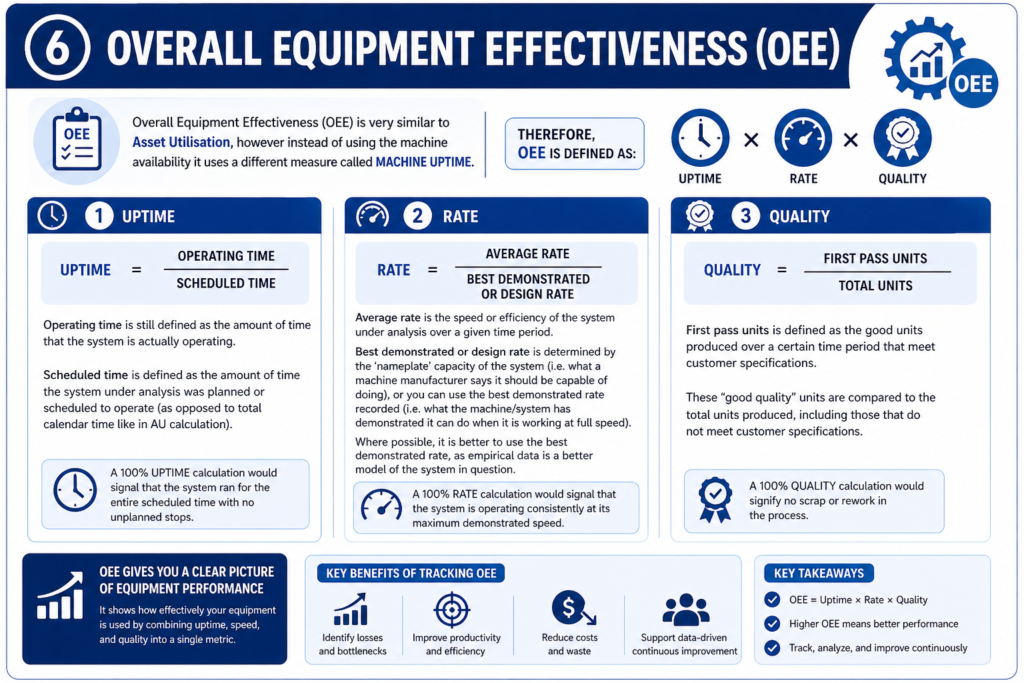
Overall Equipment Effectiveness
Overall Equipment Effectiveness (OEE) is very similar to Asset Utilisation, however instead of using the machine availability it uses a different measure called machine UPTIME.
Therefore, OEE is defined as: uptime x rate x quality
Where : Uptime = operating time / scheduled time
Operating time is still defined as the amount of time that the system is actually operating, but now Scheduled time is defined as the amount of time the system under analysis was planned or scheduled to operate (as opposed to total calendar time like in AU calculation).
Example (OEE)
A robot drilling machine is active for 7.5 hours in an 8 hour shift. (2 shifts per day)
During 1 day, it produces 320 parts, of which 15 failed a quality check.
The maximum demonstrated performance of the machine is 22 parts/hour.
What is the Overall Equipment Effectiveness of the machine?
OEE = uptime x rate x quality
UPTIME = Operating time/scheduled = (7.5hours x 2shifts) / (8hours x 2 shifts)
15 / 16= 0.9375
Rate = Same as previous example = 0.9091
Quality= Same as previous example = 0.9531
Therefore, OEE = 0.9375 x 0.9091 x 0.9531 = 0.812 (81.2%)
Summary of AU vs OEE
As you can see in this example: AU = 54.2% OEE = 81.2%
So what this tells us is that: The robot works at 81.2% efficiency for the time in which it is scheduled to operate. i.e. it is 81.2% efficient when it is in use. However, it is only utilised at 54.2% of its total capability.
This gives the company a good measure to plan future work , they know they have 8 hours extra per day to utilise the robot.
Changeover Time
Changeover time is the time it takes to unload/load, retool, calibrate, and program a new job. Changeover is most relevant when there’s a switch between one type of part to another before a production run.
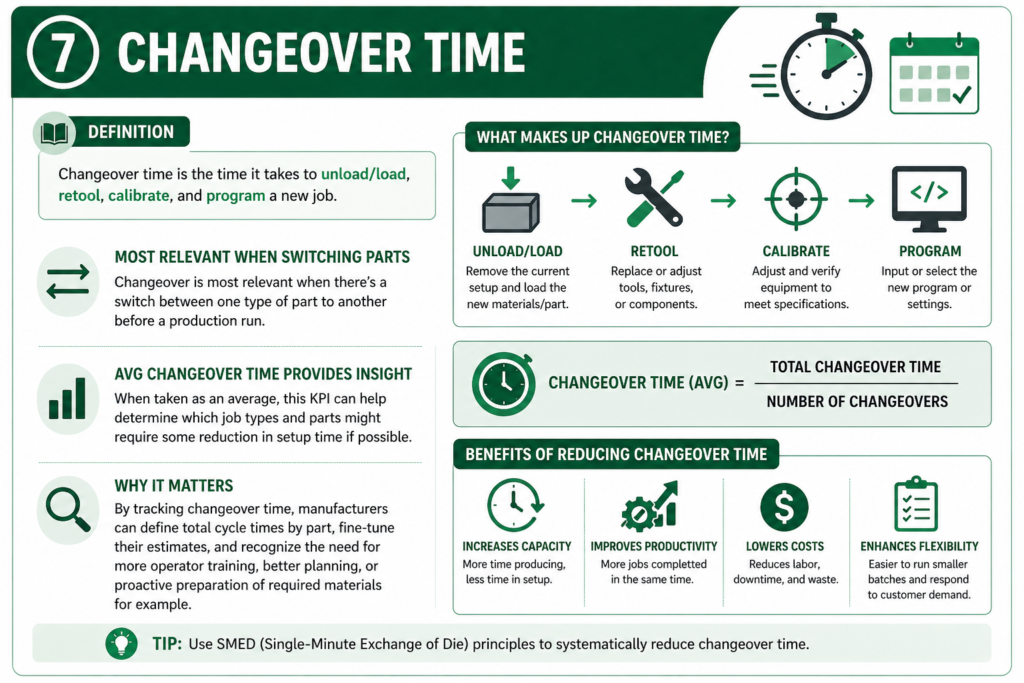
When taken as an average, this KPI can help determine which job types and parts might require some reduction in setup time if possible.
By tracking changeover time, manufacturers can define total cycle times by part, fine-tune their estimates, and recognize the need for more operator training, better planning, or proactive preparation of required materials for example.
Yield
Yield = Good parts produced ÷ total parts produced
The yield KPI is a measure of quality and performance and is at the heart of production efficiency and profitability. It may be one of the most important KPI production measurements.
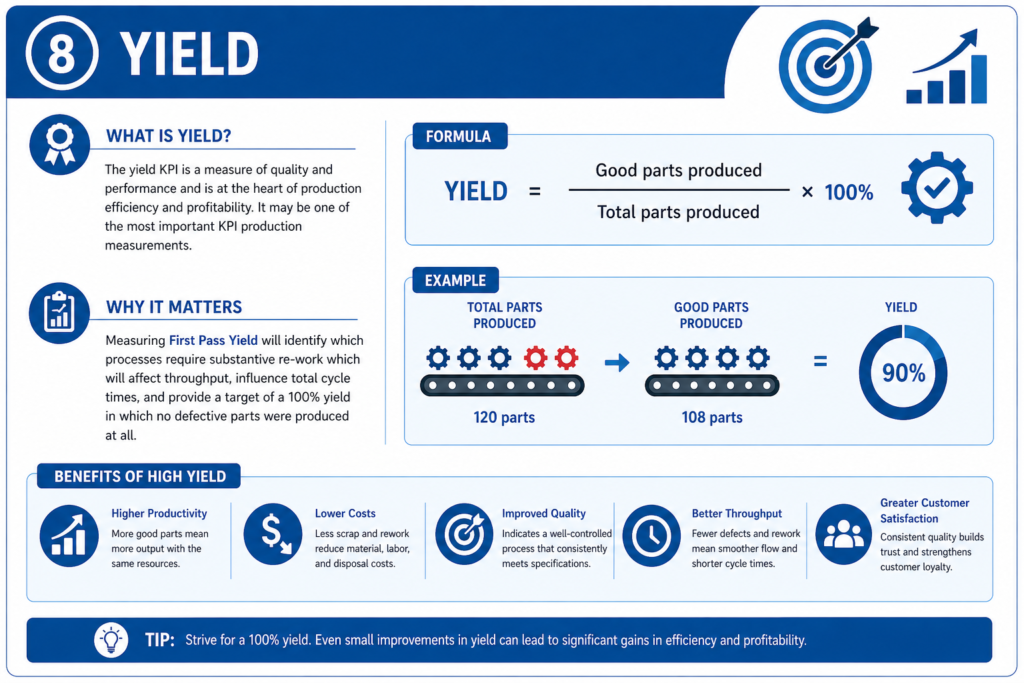
Measuring First Pass Yield will identify which processes require substantive re-work which will affect throughput, influence total cycle times, and provide a target of a 100% yield in which no defective parts were produced at all.
Scrap
Scrap = Number of ‘units’ scrapped ÷ total ‘units’ produced
Scrap is the discarded or rejected material from the manufacturing process, so it can be a measure of units or volume.
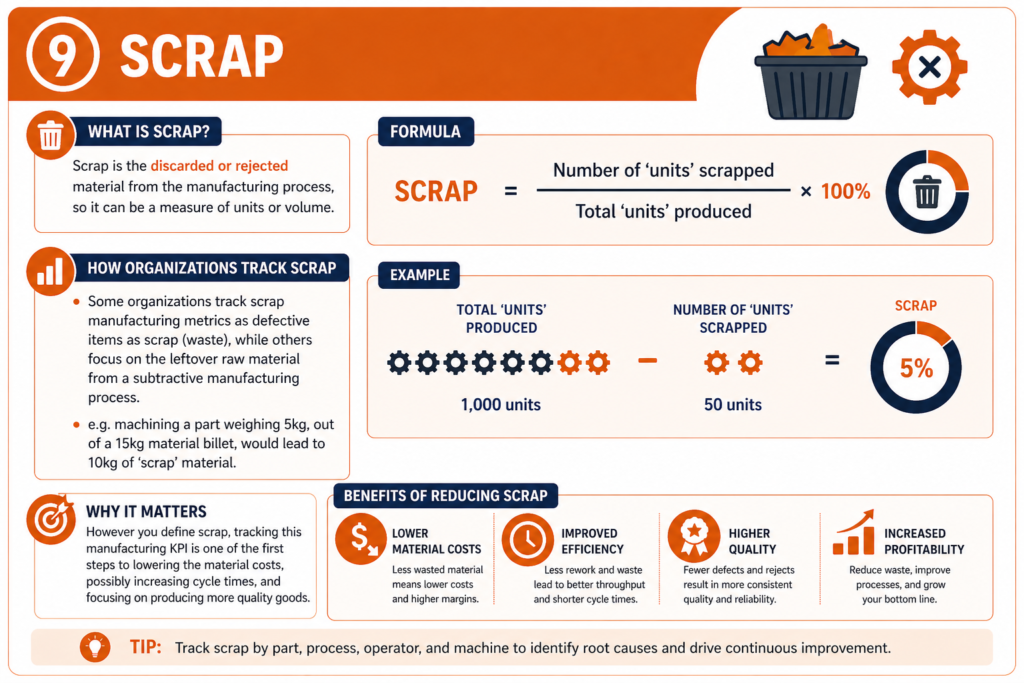
Some organizations track scrap manufacturing metrics as defective items as scrap (waste), while others focus on the leftover raw material from a subtractive manufacturing process. e.g. machining a part weighing 5kg, out of a 15kg material billet, would lead to 10kg of ‘scrap’ material.
However you define scrap, tracking this manufacturing KPI is one of the first steps to lowering the material costs, possibly increasing cycle times, and focusing on producing more quality goods. Without real quality improvements, scrap is just money going down the drain.
Planned Maintenance Percentage
Planned Maintenance Percentage = Planned Maintenance Time / Total Maintenance Time
This KPI is a combination of calculating the percentage of scheduled maintenance vs. planned maintenance plus all the emergency maintenance required to address breakdowns.
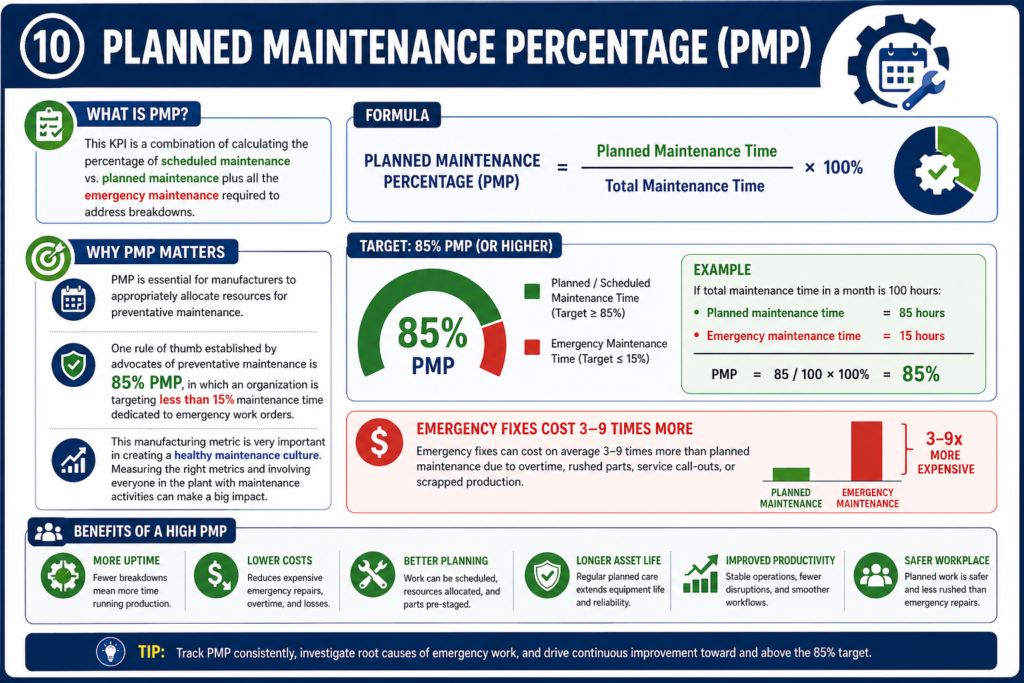
PMP is essential for manufacturers to appropriately allocate resources for preventative maintenance. One rule of thumb established by advocates of preventative maintenance is 85% PMP, in which an organization is targeting less than 15% maintenance time dedicated to emergency work orders.
Since emergency fixes can cost on average 3-9 times more than planned maintenance due to overtime, rushed parts, service call-outs, or scrapped production, this metric should be stable for manufacturing seeking uptime and trying to lower operational costs.
This manufacturing metric is very important in creating a healthy maintenance culture. Measuring the right metrics and involving everyone in the plant with maintenance activities can make a big impact.
Availability
Availability = Uptime / (Uptime + Downtime)
We have seen the availability KPI already used when calculating the Asset Utilisation (AU) KPI above. However, availability is an important KPI in its own right.
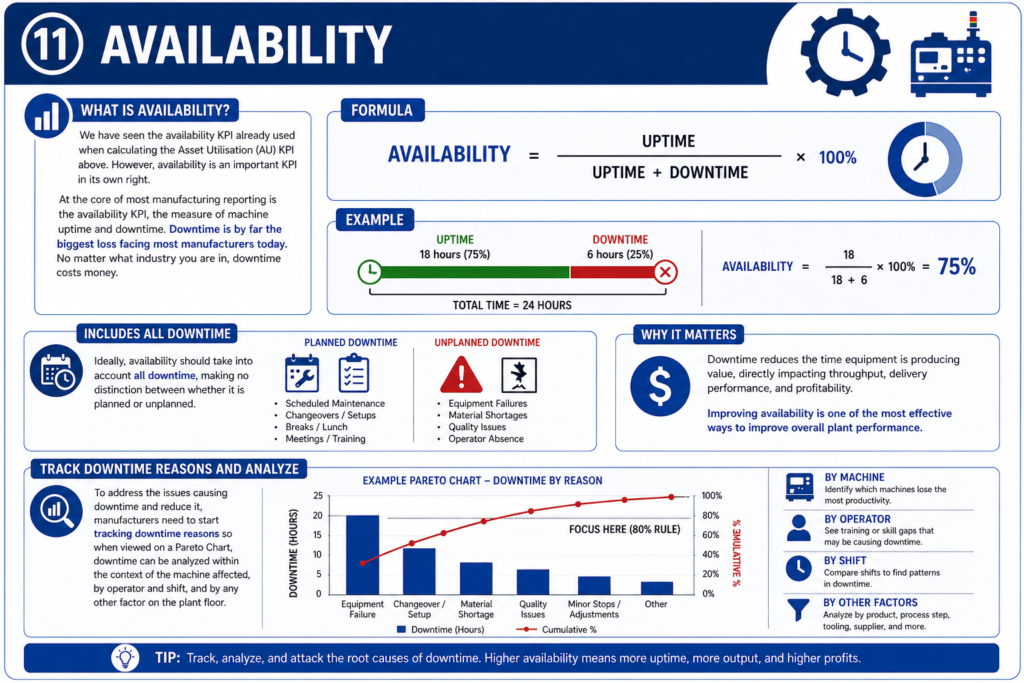
At the core of most manufacturing reporting is the availability KPI, the measure of machine uptime and downtime. Downtime is by far the biggest loss facing most manufacturers today. No matter what industry you are in, downtime costs money.
Ideally, availability should take into account all downtime, making no distinction between whether it is planned or unplanned.
Also, in order to address the issues causing downtime and reduce it, manufacturers need to start tracking downtime reasons so when viewed on a Pareto Chart, downtime can be analyzed within the context of the machine affected, by operator and shift, and by any other factor on the plant floor.
Customer Return Rate
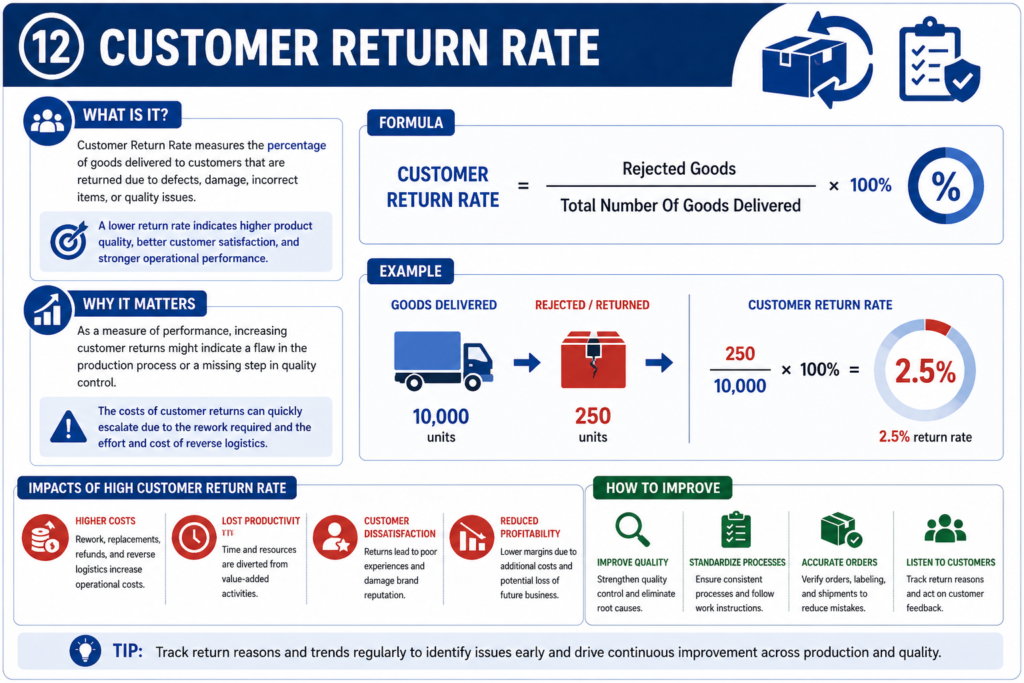
Customer Return Rate = Rejected Goods / Total Number Of Goods Delivered
As a measure of performance, increasing customer returns might indicate a flaw in the production process or a missing step in quality control. The costs of customer returns can quickly escalate due to the rework required and the effort and cost of reverse logistics.
Interested in our Industrial & Manufacturing Engineering Courses?
At iLearn Engineering®, we offer a diverse range of online accredited Industrial, Manufacturing and Mechanical Engineering courses and qualifications to cater to different academic and career goals. Our industrial courses are available in varying credit values and levels, ranging from 40 credit Engineering Diplomas to a Bachelor’s equivalent 360 credit International Graduate Diploma.
All Industrial / Manufacturing Engineering Courses
All Industrial / Manufacturing Engineering Diploma Courses can be seen here.
All Mechanical Engineering Diploma Courses can be seen here.
Short Courses for Industrial Engineering (40 Credits)
- Diploma in Manufacturing
- Diploma in Composites, Smart Materials & Nanotechnology
- Diploma in Lean Manufacturing
- Diploma in Mechanical Technology
- Diploma in Electrical Technology
- Diploma in Material Science
First Year of Undergraduate (Level 4 – 120 Credits)
Higher International Certificate in Industrial Engineering
Higher International Certificate in Mechanical Engineering
Years One and Two of Undergraduate (Level 5 – 240 Credits)
Higher International Diploma in Industrial Engineering
Higher International Diploma in Mechanical Engineering
Degree Equivalent International Graduate Diplomas in Engineering Management and Mechanical Engineering (Level 6 – 360 Credits)
International Graduate Diploma in Engineering Management (Level 6) [120 Credit Top Up]
International Graduate Diploma in Mechanical Engineering (Level 6) [120 Credit Top Up]
Complete Engineering Course Catalogue (all courses)
Alternatively, you can view all our online engineering courses here.
Get started today
Explore our range of Industrial and Manufacturing Engineering courses
Recent Posts
How Aircraft Structures Evolved: From Fragile Flyers to Engineering Masterpieces
How Aircraft Structures Evolved: From Fragile Flyers to Engineering Masterpieces Introduction As with all other aspects involved with an aircraft, the structural design and layout has changed markedly over the history of flight, in line with technological advances and new discoveries. This section will highlight some of the more substantial developments made during the history […]
Why Lean Manufacturing Matters: Principles of waste
Why Lean Manufacturing Matters: Principles of waste Introduction Lean manufacturing isn’t just a toolkit for improving efficiency, it’s a mindset that reshapes how organisations think about value. At its core, lean focuses on delivering exactly what the customer needs, when they need it, with as little waste as possible. In an increasingly competitive and resource-conscious […]
Breaking Down Aircraft Loads: Types and Real-World Applications
Breaking Down Aircraft Loads: Types and Real-World Applications Introduction An aircraft structure must be designed to withstand a large number of different types of loads. Some of these loads, such as towing, arresting, external stores, and landing gear loads, are applied to the structure at a few discrete locations. These are referred to as point […]