Conducting Root Cause Analysis (RCA): Techniques for Effective Problem Solving
Introduction
Practical Problem Solving (PPS) is a standardised set of methods, tools and techniques used to identify the contributing root causes and enabling the resolution of problems in all areas of an engineering business.
PPS is applicable within all business areas for problem resolution related products, services, processes and environments.
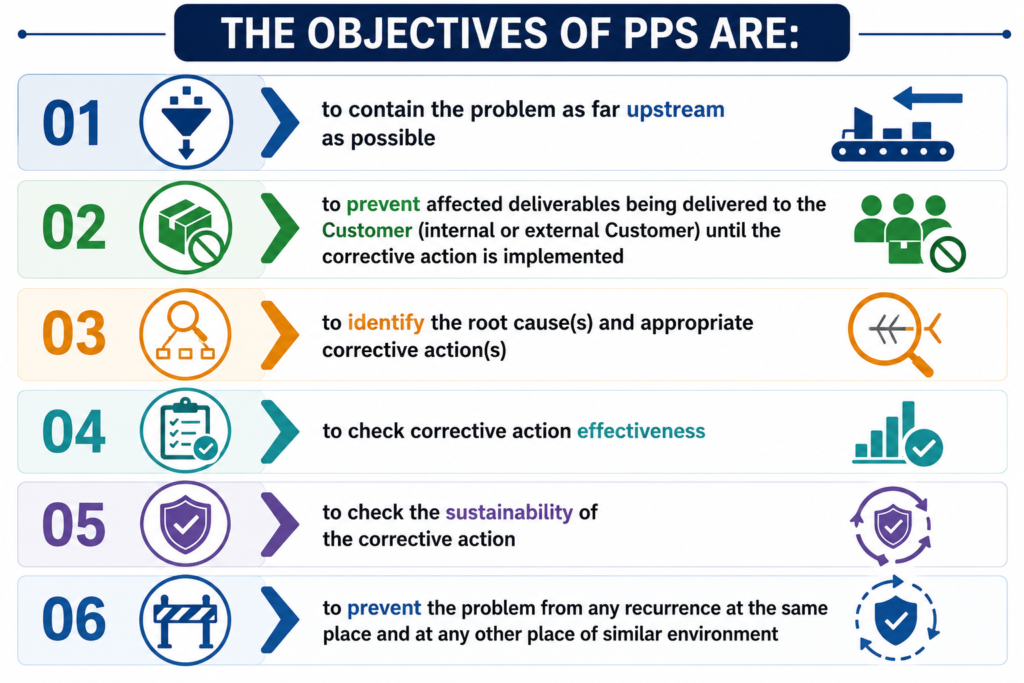
The benefits of PPS are to:
- check that the situation is contained and does not degrade until the root cause is known,
- help in eliminating recurring problems,
- protect internal and Customer operations,
- provide evidences of corrective action effectiveness,
- provide a common structure and language that eases communication,
- enable lessons learnt and sharing of best practices.
In order to identify a problem it is fundamental that PPS is embedded into a mature Quality Management System (QMS) with elements like Customer Protection Board (CPB), Visual management, Key Performance Indicator (KPI) System, Control Plans, Statistical Process Control (SPC), Operational Surveillance, etc.
A Lean culture and mindset is generally required to progress from a “reactive” mode to “proactive” and/or “preventive” mode. The Top Management must be committed to PPS in order to ensure its effectiveness.
Steps of a Successful PPS
A quick search online will show several variations of how to perform a PPS. But what they all have in common is a sequential, stepped, logical and systematic approach to identifying the problem, containing the issues, and applying a robust solution to stop further occurrences of the issue.
What we will describe below is a variation to a typical 8 step approach to PPS.
In this version, we introduce an extra (9th) step at the beginning of the process called S0. (Named S0 as this step actually takes place before the PPS team is assembled and the long-term process starts). This will become clear in the breakdown below!
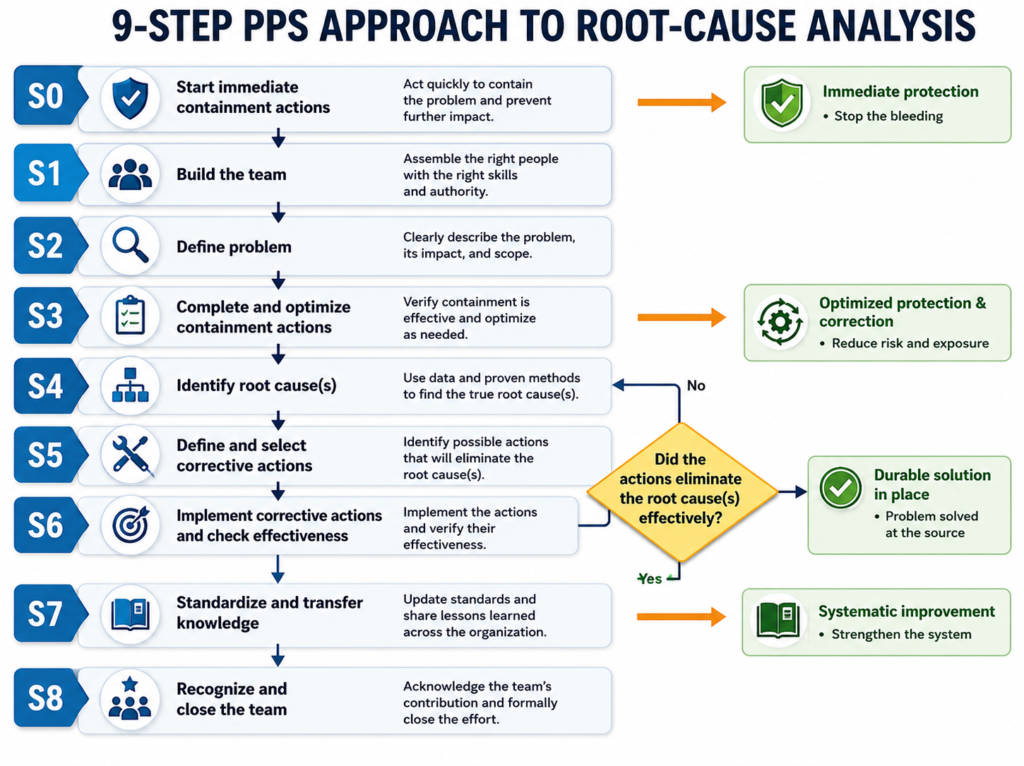
Step 0 – Start Immediate Containment Actions
Generally, immediate containment actions are to be performed even before the PPS is formally launched. An immediate preliminary analysis is to be launched to understand the problem and its immediate impact; ensuring adequate focus on the effects of the problem – not its root cause(s). Depending on the results of this analysis defective parts or data are to be identified and isolated, correction is performed and/or apparent cause(s) are to be eliminated, in order to reduce the probability of any additional nonconformance from happening in the short term to a minimum.
Generally, containment actions may include:
- temporary increase of production to support product needs,
- over-inspection upstream in the process,
- stock segregation at suppliers and sub-tiers, as applicable.
Step 1 – Build the Team
The most important thing is to have a team of people with the appropriate skills, knowledge and influence to be able to solve the problem. Members of the appropriate functions (e.g. engineering, manufacturing, quality, supply-chain) should be included in the PPS to build a MFT (multi-function team) around the problem.
To support and guide the MFT three roles three main roles are defined in PPS:
PPS Originator: The person that raises the problem and represents the team impacted by the symptoms.
PPS Owner: The PPS Owner is the leader of the PPS/9S activity from the relevant business function and accountable and responsible for the PPS/9S along the whole lifecycle (End to End).
PPS Facilitator: The person that provides methodological support, ensures adherence to the method and supports ensuring quality along all 9 steps.
The Facilitator is optional, but recommended. The Facilitator is to be nominated based on experience with 9S, dedicated RCA techniques or the access to the appropriate specialists, but does not need to be an expert in the process, product or service being analysed.
Along with the three roles above, additional function members are to be nominated to build together a Multi-Function Team (MFT).
Step 2 – Define Problem
The definition of the problem (Problem Statement) is essential for understanding the significance, impact, and size of the problem and for ensuring the situation is accurately defined and thoroughly understood by the MFT.
Without a proper Problem Statement, it is unlikely that the root cause(s) and contributing causes will be identified and incorrect or insufficient corrective actions will be put in place.
The accuracy and completeness of the problem description are a decisive factor for the quality of the RCA and associated problem solving efforts.
The problem is to be characterised in a measurable way (e.g. a physical metric like length in mm, pressure in bar, etc. or a process metric like lead time in min, number of rejects, etc.).
Information is to be collected where the problem has been detected by performing a go look see (i.e. physically walk the shop floor). The problem statement has to state one object and one defect. The MFT will benefit from investing adequate time upfront defining the problem to ensure subsequent process steps and to proceed accurately and efficiently.
Step 3 – Complete and Optimise Containment Actions
The MFT has to ensure that containment actions suitably address the problem statement and are commensurate with the problem, are implemented and effective. After the Problem Statement is defined, it is very likely that immediate containment actions, implemented in Step 0, may need to be further developed, enhanced, or optimised and some may need to be removed.
Containment Actions owners have to check that all nonconforming product or data have been isolated and corrected to prevent escape, and optimize further containment actions to minimize impact on the customer, operation, and organization until the root cause of the problem is understood, corrective actions are taken, and their effectiveness is verified.
Step 4 – Identify Root Cause(s)
A structured approach enables us to identify and analyse the causes for the undesirable condition, situation, nonconformity, or failure. The root cause must be distinguished from the apparent cause and contributing causes.
Two types of Root Causes should always be considered:
Common Causes (Environmental, ~85% of causes): Symptoms are constantly active within the system, normally easy to predict, but often missing an obvious cause
Special Causes (Assignable, ~15% of causes): Arriving unpredictable with a sudden high impact, normally easily to be detected and corrected.
The identification of the root cause is to be proved by objective evidence like measurements, data and facts in order to avoid decisions based on assumptions. Go look see supports the root cause analysis. The identified root cause(s) need to be consistent with all facts which are described in the problem statement (S2).
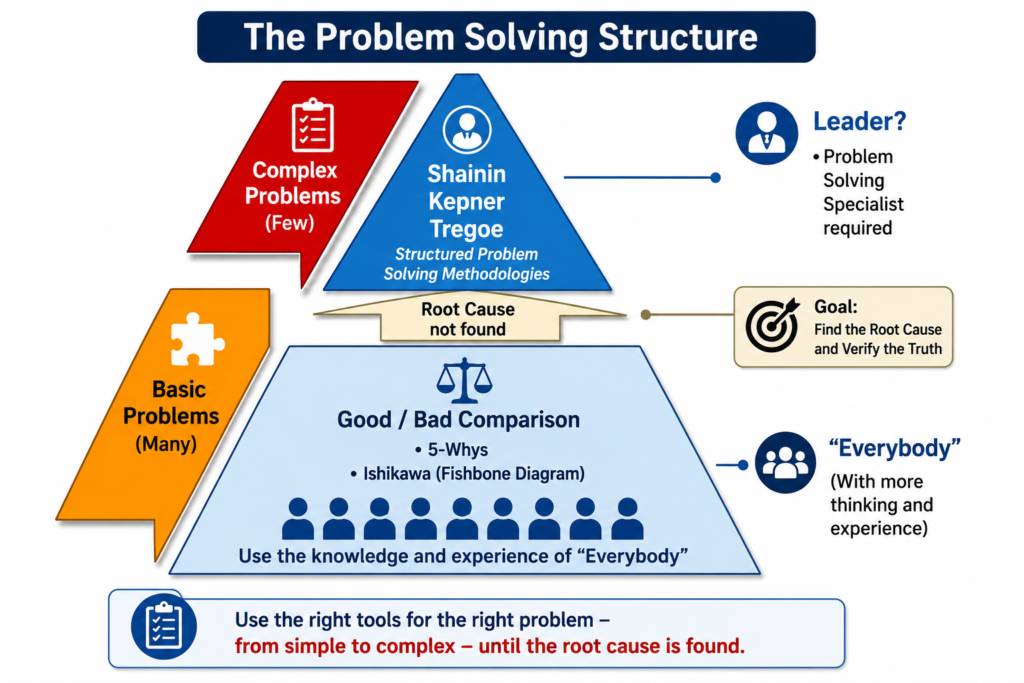
The diagram above demonstrates a number of tools that can be used to identify the true root cause of an issue. For the majority (80%) of problems, a simple tool such as 5-why or Ishikawa diagrams should be sufficient. However if these cannot identify the cause, then a specialist in problem solving tools such as Shainin Technique or Kepner Tregoe can be used.
5-Why:
Five Whys is a highly effective, but very simple Practical Problem Solving (PPS) tool for analysing low complexity problems.
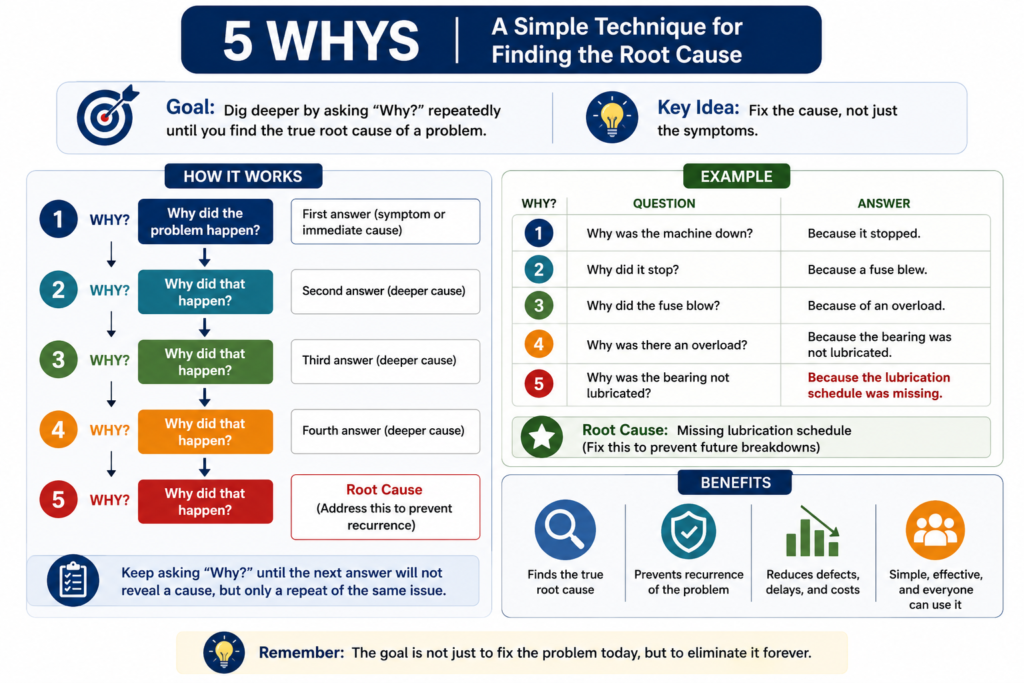
The 5 Whys is a simple root cause analysis technique used to identify the underlying cause of a problem by repeatedly asking “Why?”. Each answer forms the basis of the next question, helping teams move beyond symptoms to discover the true root cause.
Despite its name, five questions are not always required, some problems may need fewer, while more complex issues may require more. Once the root cause is identified, the chain of reasoning should be validated by reading it in reverse using “Therefore” between each step.
Purpose: Eliminate the root cause of a problem and prevent it from recurring rather than simply correcting the symptoms.
Ishikawa (cause and effect diagrams):
Cause and effect diagrams (also known as Ishikawa or Fishbone diagrams) are very useful to categorise the possible causes of problems which may cause an effect in a process.
The theory is to stimulate thinking about possible root-causes to a quality issue, by carefully considering set inputs, or categories.
The categories are typically method (process), measures, materials, personnel, environment, machinery (equipment). The most important thing is that the diagram is developed collaboratively, that means that people who are involved in the process should participate in the construction of it.
In effect, the cause-and-effect diagram provides a way of collecting and organising what may be a long list of potential causes that might contribute to a particular problem.
An example is shown below:
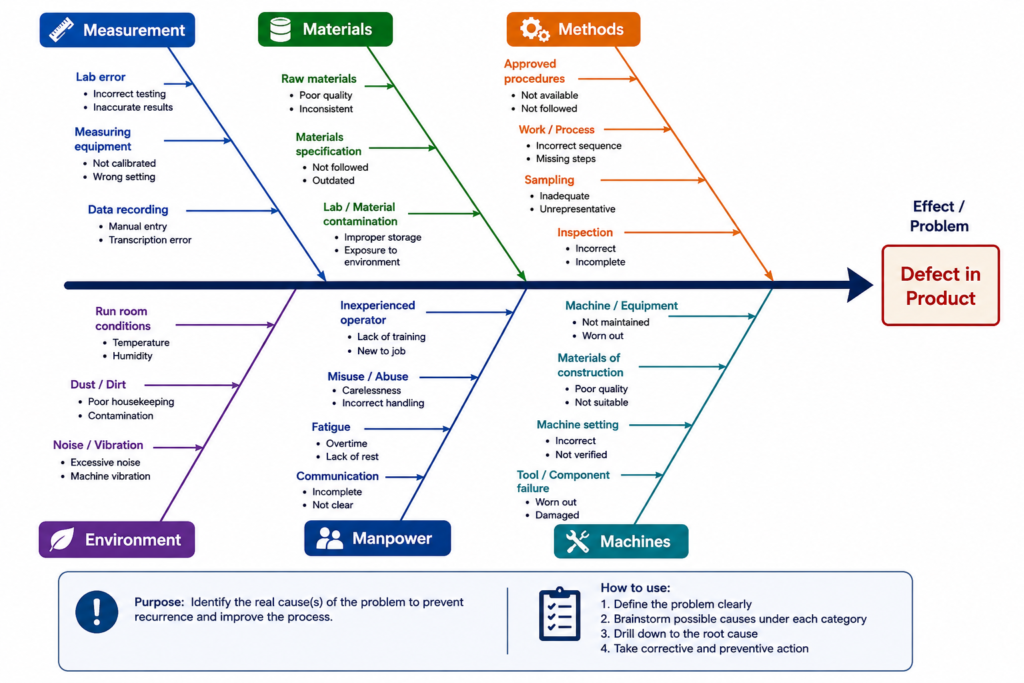
The diagram consists in a fishbone shape to gather information about 6 main areas in which a problem might have a source. These areas are:
Methods: It refers to the specific methods that are related to the problem and have an effect on the problem. For example, the method to manage inventories might be a cause of having low inventory rotation rates.
Machinery: It refers to the specific machines that are involved or used in the process or product that has the problem. For example, a conveyor malfunction might cause delays in assembly lines. It also refers to equipment needed to operate in the plant or to perform any work in the organisation.
Measures: It refers to the specific indicators that show there is a problem or not. For example, there might be indicators or not to track and control the problem. Also, some indicators are not measured correctly, or there is no measuring system.
Materials: It refers to raw material, office supplies, every material that is related to the problem or is influencing the problem. For example, different suppliers of raw materials can affect the final product conditions or aesthetics.
People: It refers to all the people that are involved in the process or product that has a problem, or to causes related to human resources. For example, a cause of a problem can be not enough training, human errors. Not appropriate talent management systems can cause high employee rotation rates.
Environment: It refers to the organisational environment in terms of quality conditions, like the room temperatures, ergonomic use of equipment, lights, etc. For example, if there is excessive dust in the plant due to production process, and if the operators do not carry the specific anti dust masks, they will be sick and causing absenteeism. Or employees working under hot temperatures will be very tired and working comfortably which reduces production and efficiency rates.
Step 5 – Define and Select Corrective Actions
All corrective actions are to be selected, which are proven to be capable of resolving the identified root cause, hence to prevent the problem from reoccurring and/or to detect it sufficiently upstream in the process.
Typical corrective actions should include areas such as:
- Physical Factors (Poka Yoke, Error proofing tools and techniques)
- Process Factors (e.g using Standard Operating Instructions), Human Factors (Skills/Training Matrix)
- Detection Factors (tests, controls, and inspections)
Use of error proof (i.e. poka-yoke) corrective actions are to be considered, whenever possible.
Step 6 – Implement Corrective Action and Check Effectiveness
All selected corrective actions are to be implemented as defined, a review process should be established to ensure corrective actions are completed per the plan and will continue to be effective over time:
Process confirmation, confirming that all planned actions have been completed.
Definition of type and number/frequency of additional checks and audits.
Check Effectiveness – Measurements are required to assess and confirm effectiveness of corrective actions (e.g. who, what, where, frequency, conditions) in preventing the problem from reoccurring and/or in detecting it sufficiently upstream in the process. The new process performance is to be compared with the performance measured at Steps 2 and 4.
If the problem reoccurs, the RCA in Step 4 is to be revisited in order to assess if the failure was with the identification of the root cause(s) and/or in the development/implementation of the corrective action.
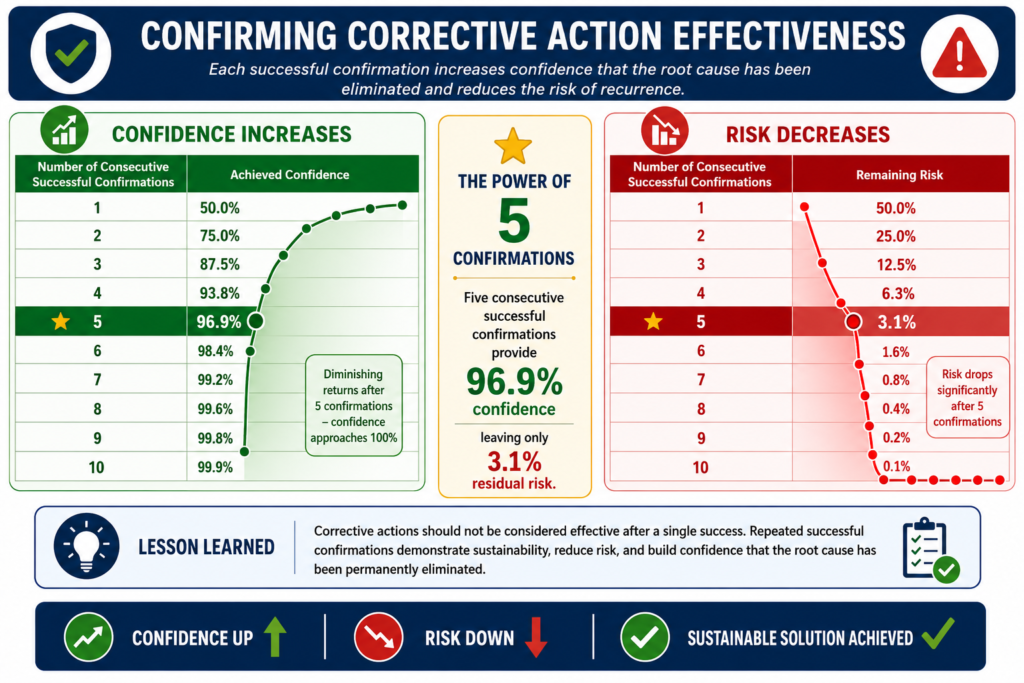
Corrective Actions are considered being effective after the new process has been applied consecutively for at least 5 times without the problem reoccurring.
The requirement of 5 consecutive successful confirmations is calculated based on the empirical formula that after each successful confirmation, the likelihood of an eradication of the root-cause is halved; hence even after 5 consecutive successful confirmations there is still a risk of 3,1% remaining, that the root-cause is still present:
Step 7 – Standardise and Transfer the Knowledge across Business
The purpose is to ensure that there is an activity that captures and communicates known quality problems and PPS outcomes to relevant stakeholders including operational team members.
Analysis, results, and changes are to be captured and learning is to be shared with applicable stakeholders to ensure the issue cannot reoccur at the previously impacted area and on other products, services, production lines, plants, or suppliers.
In addition, areas with similar processes, parts, services, etc., are to be identified. Whether to launch actions or not and for which extend for other products, production lines, factories, services or suppliers is to be decided based on the impact of the issue and the level of acceptable risk
Step 8 – Recognize and Close the Team
All MFT members and stakeholders have to be aware of the successful implementation of all corrective actions, to confirm that the activity is closed, and to recognize and reward their work and accomplishment. The MFT is to be closed.
Interested in our Industrial & Manufacturing Engineering Courses?
At iLearn Engineering®, we offer a diverse range of online accredited Industrial, Manufacturing and Mechanical Engineering courses and qualifications to cater to different academic and career goals. Our industrial courses are available in varying credit values and levels, ranging from 40 credit Engineering Diplomas to a Bachelor’s equivalent 360 credit International Graduate Diploma.
All Industrial / Manufacturing Engineering Courses
All Industrial / Manufacturing Engineering Diploma Courses can be seen here.
All Mechanical Engineering Diploma Courses can be seen here.
Short Courses for Industrial Engineering (40 Credits)
- Diploma in Manufacturing
- Diploma in Composites, Smart Materials & Nanotechnology
- Diploma in Lean Manufacturing
- Diploma in Mechanical Technology
- Diploma in Electrical Technology
- Diploma in Material Science
First Year of Undergraduate (Level 4 – 120 Credits)
Higher International Certificate in Industrial Engineering
Higher International Certificate in Mechanical Engineering
Years One and Two of Undergraduate (Level 5 – 240 Credits)
Higher International Diploma in Industrial Engineering
Higher International Diploma in Mechanical Engineering
Degree Equivalent International Graduate Diplomas in Engineering Management and Mechanical Engineering (Level 6 – 360 Credits)
International Graduate Diploma in Engineering Management (Level 6) [120 Credit Top Up]
International Graduate Diploma in Mechanical Engineering (Level 6) [120 Credit Top Up]
Complete Engineering Course Catalogue (all courses)
Alternatively, you can view all our online engineering courses here.
Get started today
Explore our range of Industrial and Manufacturing Engineering courses
Recent Posts
Visual Management Systems: See It, Own It, Improve It
Visual Management Systems: See It, Own It, Improve It Introduction All manufacturing companies use Key Performance Indicators (KPIs) in order to provide a fast and visual response to these questions. One of the most simple, but important tools, is a Visual system known as a SQCDP Board. A SQCDP Board is a visual management board […]
5S and Lean Manufacturing: Building Efficiency from the Ground Up
5S and Lean Manufacturing: Building Efficiency from the Ground Up Introduction Lean manufacturing is built on the principle of eliminating waste while maximizing productivity, quality, and efficiency. However, before any lean strategy can deliver lasting results, organizations need a strong operational foundation, and that foundation begins with 5S. The 5S methodology is more than just […]
Kaizen and Continuous Improvement: Benefits, Challenges, and Impact
Kaizen and Continuous Improvement: Benefits, Challenges, and Impact Introduction Continuous improvement is a management philosophy focused on making ongoing, incremental improvements to processes, products, and workplace culture. One of the most recognised approaches to continuous improvement is Kaizen, a Japanese philosophy meaning “change for the better.” Developed and popularised in Japanese manufacturing industries, particularly Toyota, […]