Exploring the Concept of Production Levelling in Lean Manufacturing
Introduction
Production levelling is one of the principles of the Toyota Production System, Heijunka in Japanese. The term refers to balancing production according to the demand and resources available, such as time, labour, raw material, etc. with the purpose of reducing bottlenecks, layovers, times out, etc.
Production levelling assures a constant flow from suppliers and the appropriate utilisation of workers.
Levelling production requires you to identify no added value activities time, cycle time, takt time, etc. You have to level the load, e.g equalising the monthly demand over the days in a month. For some facilities you may have to look back through history and get an average if demand fluctuates or is seasonal.
Formulas:
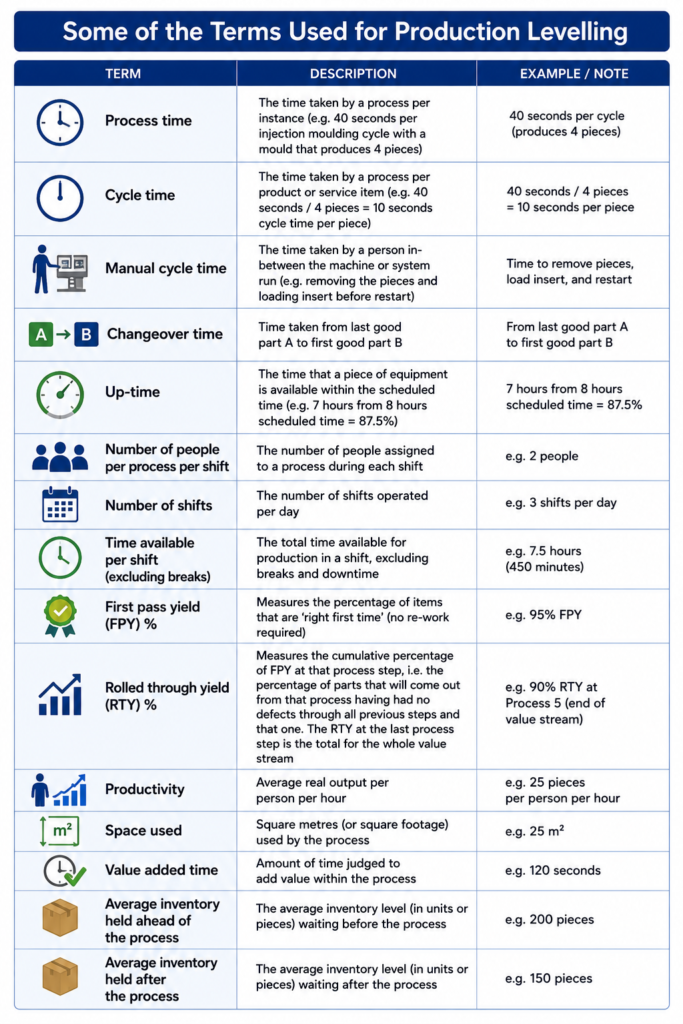
Takt time: is used to determine how often a product should be produced based on the rate of sales to customers. Takt time is the amount of time you need for each process or station to complete its work to one unit in order to meet customer demand.
Tt = At / Dt
Where: Tt = Takt time, At = Available work time per shift, Dt = Customer demand time per shift
Cycle Time: Cycle time is the amount of time a process takes to complete the work for one unit.
Example; A factory has a monthly demand of 9000 units. It works 20 days per month. Each day or shift has available 27,000 seconds
What is the takt time?
9000 / 20 = 450 units per day or shift
Then, if there are 27,000 seconds available per shift over 450 units per shift then the takt time is 60 seconds per unit.
Tt = At / Dt
Tt = 27000 / 450 = 60 seconds per unit
The takt time is essential for line balancing. In a push production system, some stations might produce faster than others and products start to build up in the workflow, which causes inventory or bottlenecks in slower workstations.
On the other hand, in a pull production system all stations produce at takt time. The last process completes the work content and pulls from the previous workstation, and so on as the process moves upstream. Line balancing is the core of production levelling.
Push Production Process.
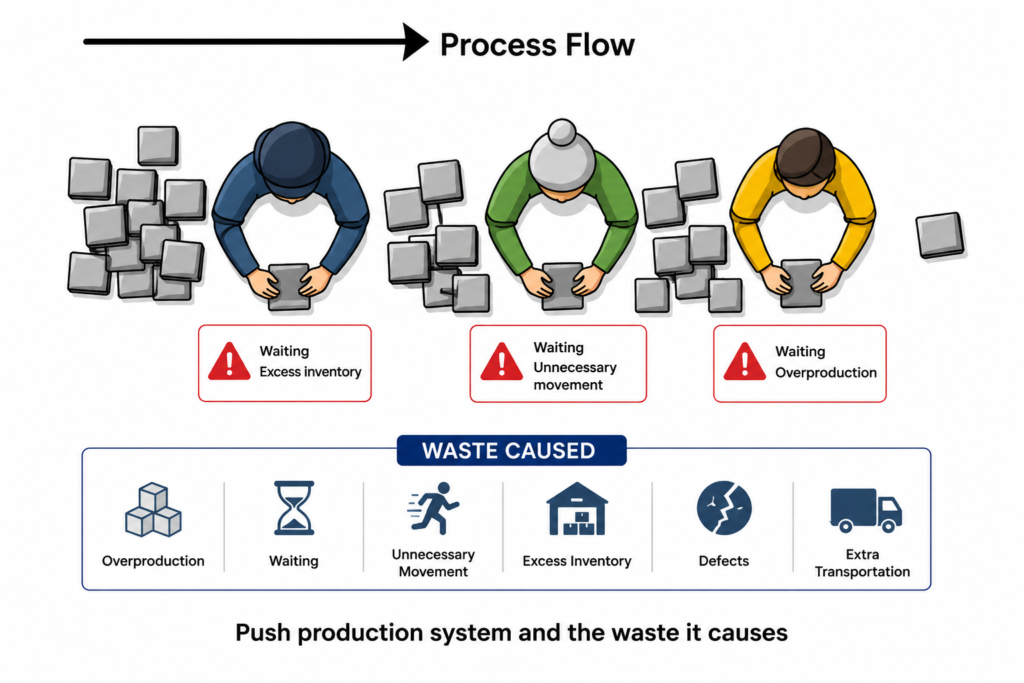
The diagram illustrates how a push production system can create waste throughout a manufacturing process. In this system, products are produced according to schedules or forecasts and then pushed to the next stage regardless of whether the downstream process is ready or requires them. As production continues, materials and products begin to accumulate between workstations, creating excess inventory and disrupting smooth workflow.
The workers shown in the diagram represent different production stages. Around each workstation, products are seen piling up, demonstrating how overproduction and poor synchronization lead to waiting time, unnecessary movement, and inventory buildup. Instead of flowing efficiently through the process, materials become trapped between operations, increasing handling, storage requirements, and operational inefficiencies.
The diagram highlights several common forms of waste associated with push systems, including overproduction, waiting, unnecessary movement, excess inventory, defects, and extra transportation. These wastes increase production costs, reduce flexibility, and slow down response to customer demand.
Overall, the diagram emphasizes the limitations of traditional push production systems and supports the Lean manufacturing principle of using pull systems, such as Kanban, where production is driven by actual demand rather than forecasts. This helps improve flow, reduce waste, and create more efficient manufacturing operations.
Pull Production Process
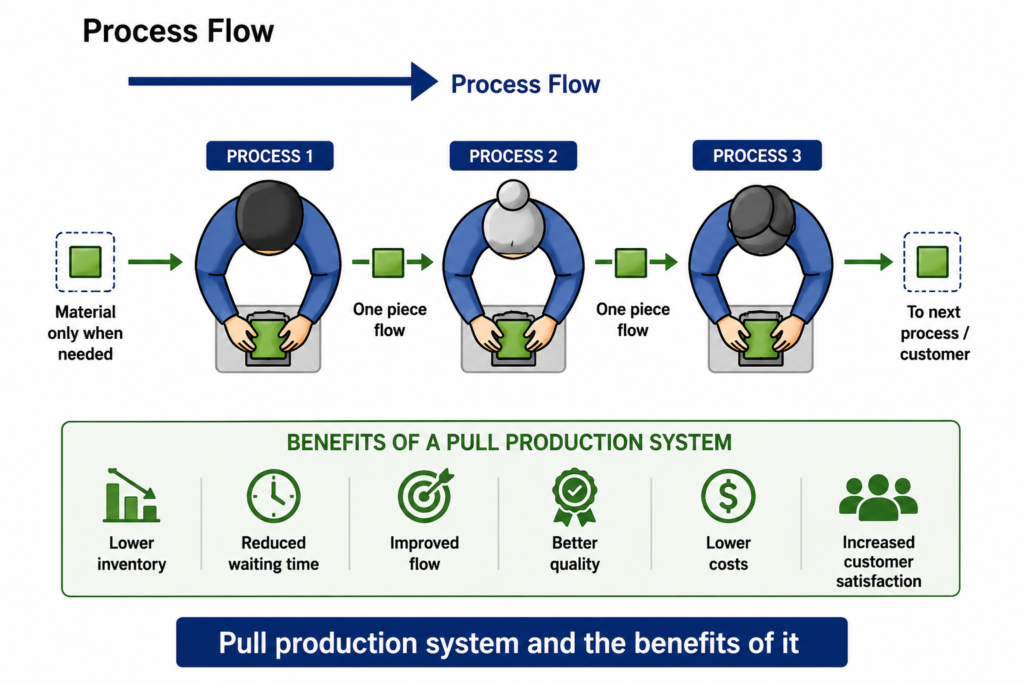
The diagram illustrates a pull production system, where materials and products move through the manufacturing process only when they are needed by the next operation or the customer. Unlike a push system, production is driven by actual demand rather than forecasts or schedules, helping to create a smoother and more efficient workflow.
The process flow moves from Process 1 to Process 3, with each workstation producing only what the next process requires. Materials arrive “just in time,” and products move through the system one piece at a time rather than accumulating in large batches. This approach minimizes excess inventory between operations and reduces delays caused by overproduction.
The diagram also highlights the major benefits of a pull production system. Because inventory levels are kept low, organizations reduce storage costs and avoid waste associated with excess stock. Waiting time is reduced because processes are better synchronized, allowing products to flow continuously through the system. The one-piece flow also helps improve quality since defects can be identified and corrected quickly before large quantities are produced.
Additional benefits include lower operational costs, improved workflow efficiency, and increased customer satisfaction due to faster response times and better alignment with customer demand. Overall, the diagram demonstrates how pull production systems support Lean manufacturing principles by improving flow, reducing waste, and creating a more responsive production environment.
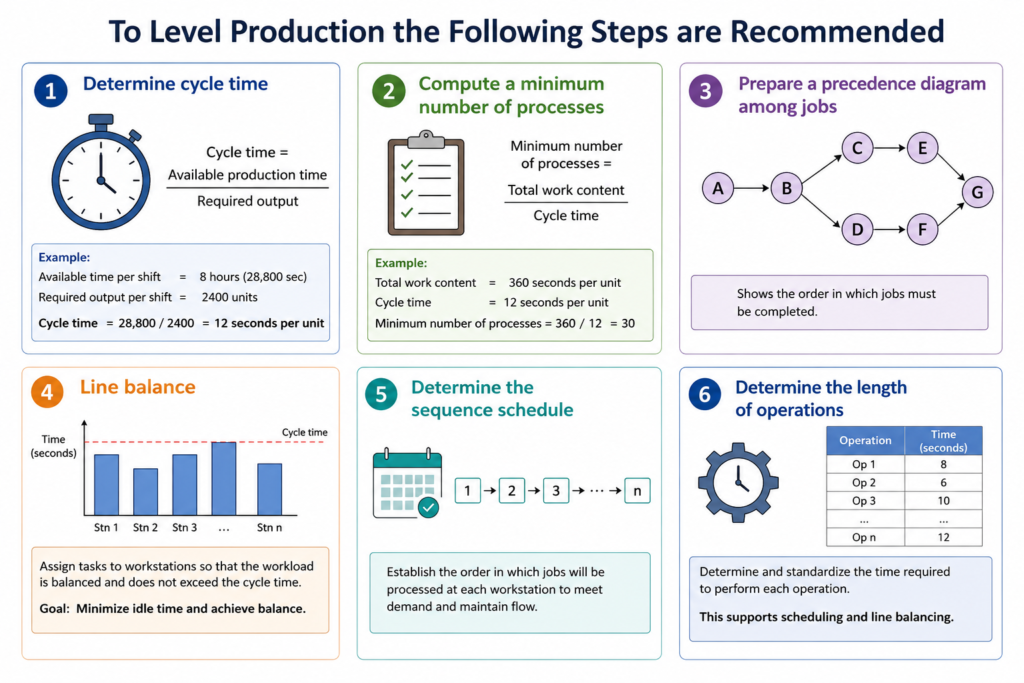
The steps to accomplish line balancing are:
- Assess Takt time
- Collect process data
- Identify bottlenecks and excess of capacity
- Optimise process sequences and reassign resources
- Shift excess capacity to areas with bottlenecks
- Synchronise manual activities
- Automatically assign tasks based on availability
- Set up real-time support systems
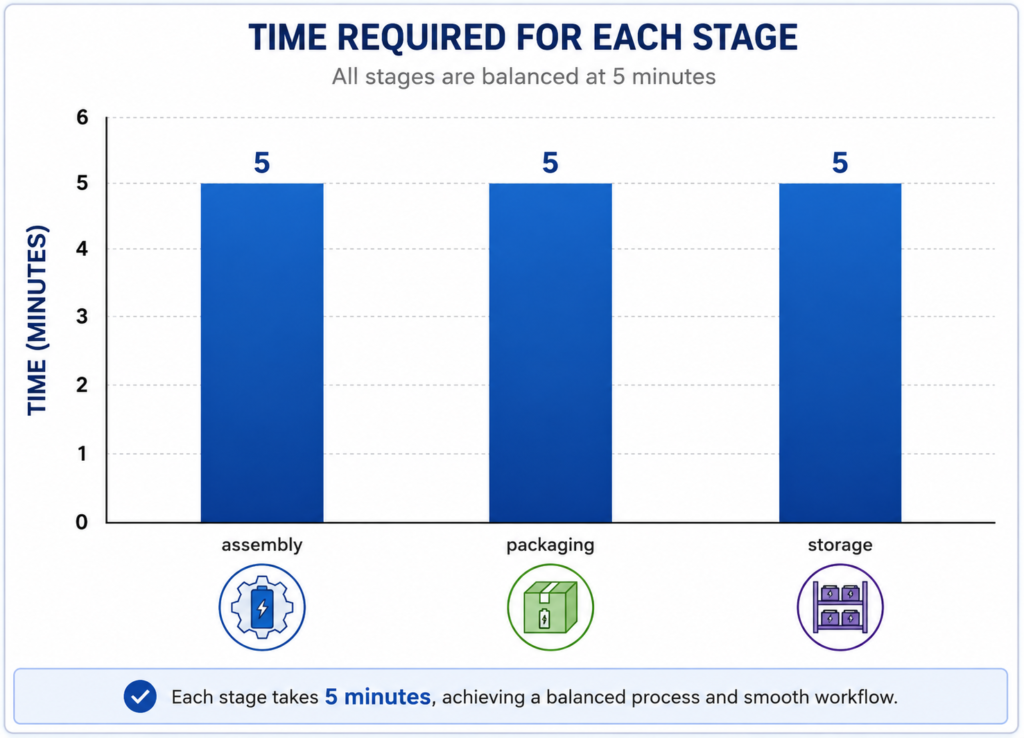
Line balancing example: Suppose that you work in a battery factory. The process is composed of three stages:
Product assembly: 3 minutes, Product packaging: 2 minutes, Product storage: 10 minutes
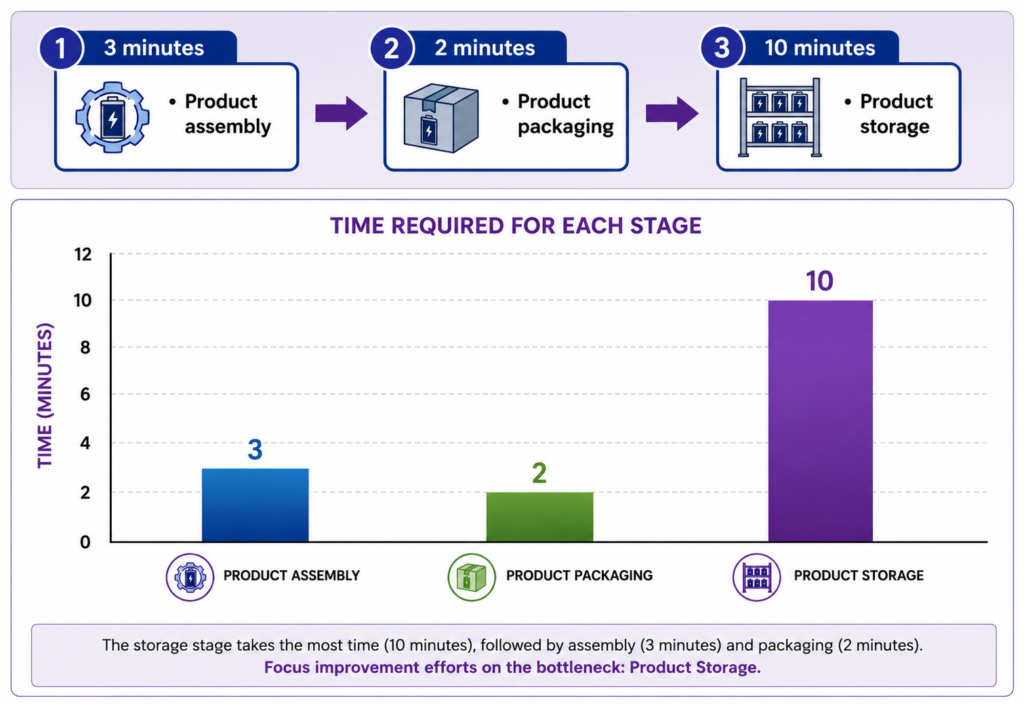
Cycle time: 15 minutes (3+2+10)
If you do not have the number of demands, you cannot calculate the takt time, then the cycle time is used for line balancing.
If you analyse the process, there will be a bottleneck of units waiting to be stored because of the excess of capacity in assembly and packaging states.
Therefore, a very easy way to balance the line is to use excess capacity to balance the three stages.
15 minutes / 3 stages = 5 minutes / stage
Levelling is the process of planning and executing an even production schedule, in which every item should be manufactured the same way, every day. Balancing is setting the rate of production to match the rate of consumption. Levelling tasks is based on average total daily production and the average quantity of each variety of product in this total.
The following example explains the fundamentals of production levelling by simply smoothing production with average production each month.
For example, suppose a final assembly line produces 10,000 vehicles monthly. This would make it necessary to schedule and produce 500 automobiles a day, if the working days of a month are 20 days. The factory would work two eight-hour shifts per day, separated by two four-hour time blocks. Each shift would have 480 (60 minutes x 8 hours) working minutes.
Suppose that 300 variations (options) of these automobiles were being produced. It would be necessary to balance variations in the daily schedule. Continuing with the example, suppose that three major model types were being produced. The daily average quantities of each type and the sequence on the final assembly can be seen in the following table. This is called a mixed-model final assembly line. There should not be any setup time between models in this situation. Workers on such lines need to make at least one of each model every day so they do not forget how to assemble each model.
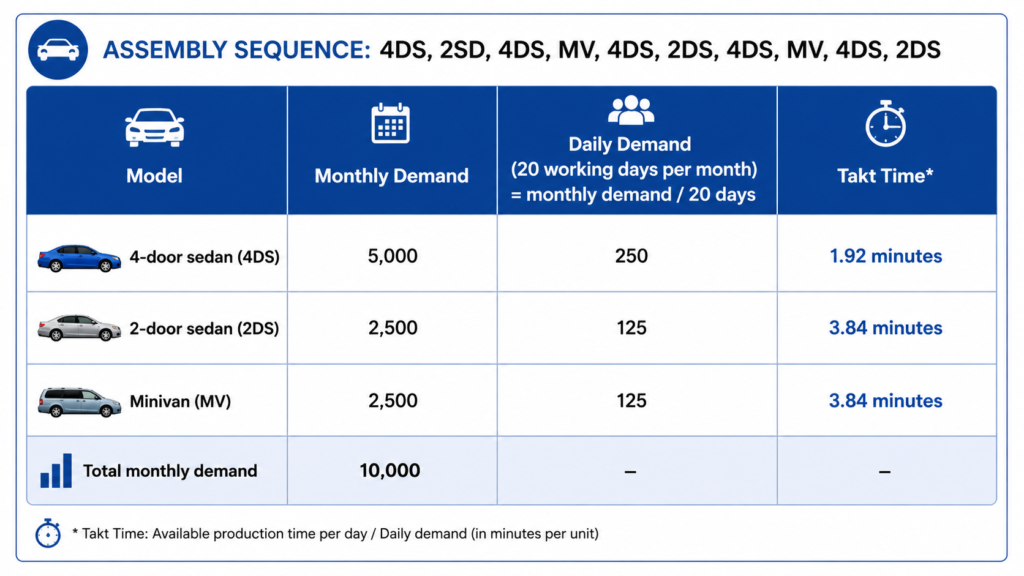
Takt time = 480 minutes x 2 shifts / 500 = 1.92 minutes per vehicle
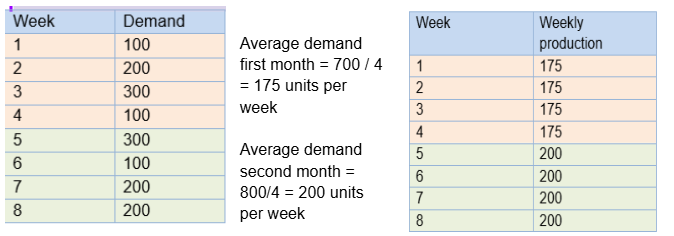
However, this is a balanced production. In case of an unbalanced monthly schedule to serve a monthly demand of 1000 units, such as a system that produces about 100 units, the next week another 100, and third week 200. So, the system must output 600 units in the fourth week, creating an end of the month crisis to cover 1000 units in a month. Then, to level that schedule, the month can be divided into two parts, and two-week periods can be divided into one-week periods specifying daily quantities. Then, the actual production becomes nearly equivalent to a levelled schedule, such as in the last table.
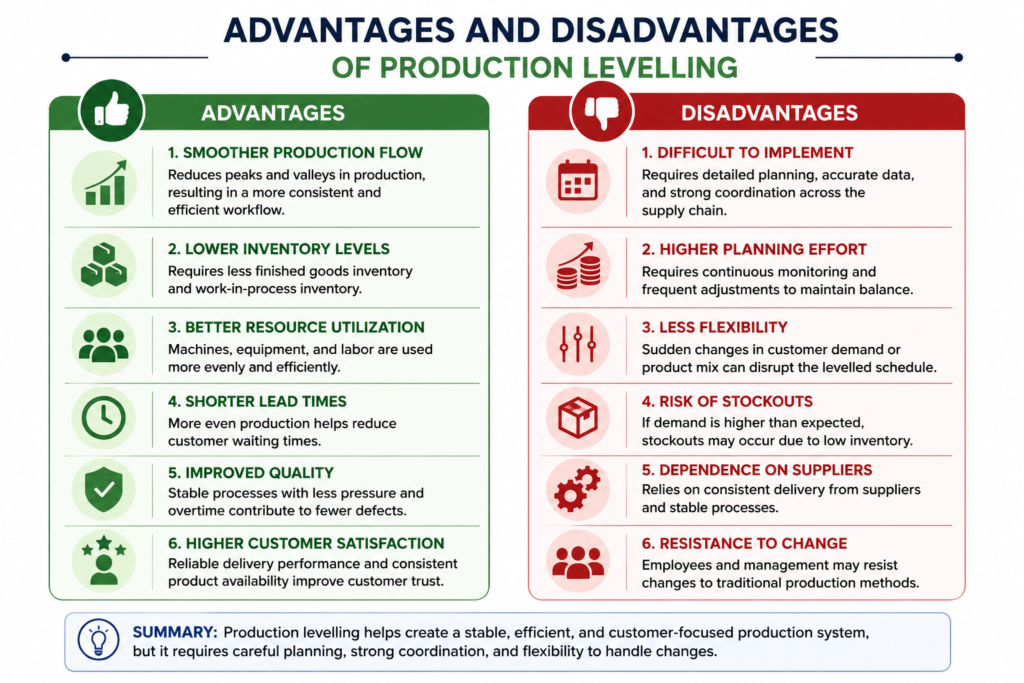
Production levelling allows people to focus on production activities without worrying about sudden changes in scheduling or expediting work. Combined with quick setups and manufacturing cells, levelling can improve line performance and reduce parts-shortage problems.
Advantages and disadvantages of production levelling
The main tool for production levelling or Heijunka is a visual scheduling board known as a Heijunka box, which is generally a wall schedule with rows dedicated to each product (or product family) and columns for each time (e.g., 20-minute periods).
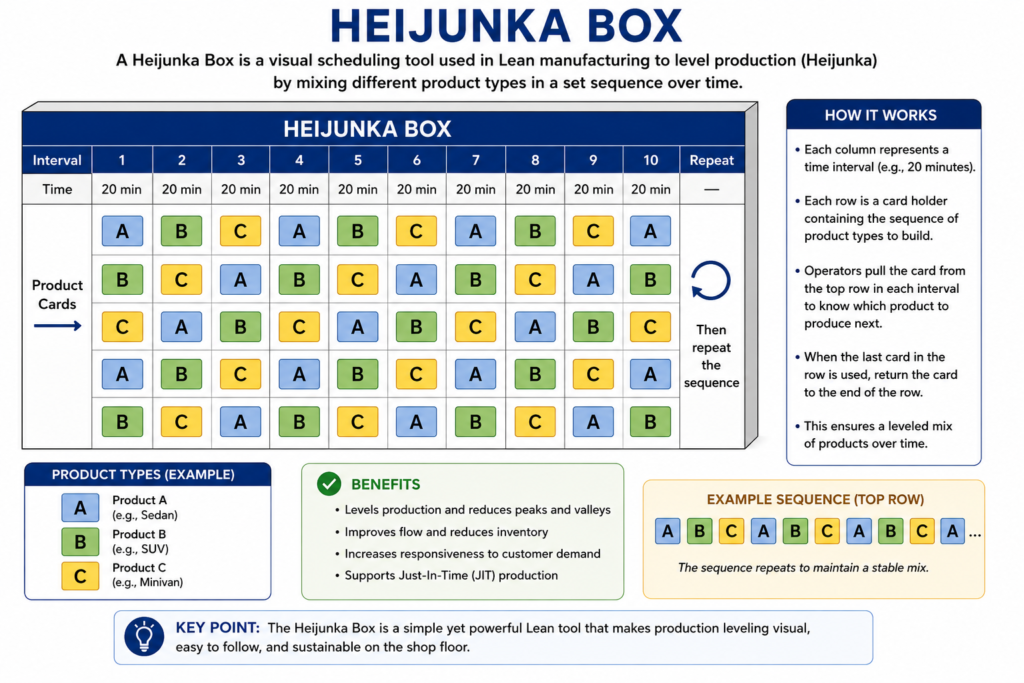
Coloured production control kanban cards representing individual jobs are placed in the slots in proportion to the number of items to be built of a given product type during a time interval. The heijunka box makes it easy to see what types of jobs are queued for production. Workers remove the kanban cards from the front of the schedule as they process the jobs. The heijunka box consistently levels demand by short time increments (20 minutes in this example). This contrasts with the mass-production practice of releasing work for one shift, one day, or even a week to the production floor. Similarly, the heijunka box consistently levels demand by mix. For example, it ensures that Product C and Product D are produced in a steady ratio in small batch sizes.
Interested in our Industrial & Manufacturing Engineering Courses?
At iLearn Engineering®, we offer a diverse range of online accredited Industrial, Manufacturing and Mechanical Engineering courses and qualifications to cater to different academic and career goals. Our industrial courses are available in varying credit values and levels, ranging from 40 credit Engineering Diplomas to a Bachelor’s equivalent 360 credit International Graduate Diploma.
All Industrial / Manufacturing Engineering Courses
All Industrial / Manufacturing Engineering Diploma Courses can be seen here.
All Mechanical Engineering Diploma Courses can be seen here.
Short Courses for Industrial Engineering (40 Credits)
- Diploma in Manufacturing
- Diploma in Composites, Smart Materials & Nanotechnology
- Diploma in Lean Manufacturing
- Diploma in Mechanical Technology
- Diploma in Electrical Technology
- Diploma in Material Science
First Year of Undergraduate (Level 4 – 120 Credits)
Higher International Certificate in Industrial Engineering
Higher International Certificate in Mechanical Engineering
Years One and Two of Undergraduate (Level 5 – 240 Credits)
Higher International Diploma in Industrial Engineering
Higher International Diploma in Mechanical Engineering
Degree Equivalent International Graduate Diplomas in Engineering Management and Mechanical Engineering (Level 6 – 360 Credits)
International Graduate Diploma in Engineering Management (Level 6) [120 Credit Top Up]
International Graduate Diploma in Mechanical Engineering (Level 6) [120 Credit Top Up]
Complete Engineering Course Catalogue (all courses)
Alternatively, you can view all our online engineering courses here.
Get started today
Explore our range of Industrial and Manufacturing Engineering courses
Recent Posts
Visual Management Systems: See It, Own It, Improve It
Visual Management Systems: See It, Own It, Improve It Introduction All manufacturing companies use Key Performance Indicators (KPIs) in order to provide a fast and visual response to these questions. One of the most simple, but important tools, is a Visual system known as a SQCDP Board. A SQCDP Board is a visual management board […]
5S and Lean Manufacturing: Building Efficiency from the Ground Up
5S and Lean Manufacturing: Building Efficiency from the Ground Up Introduction Lean manufacturing is built on the principle of eliminating waste while maximizing productivity, quality, and efficiency. However, before any lean strategy can deliver lasting results, organizations need a strong operational foundation, and that foundation begins with 5S. The 5S methodology is more than just […]
Kaizen and Continuous Improvement: Benefits, Challenges, and Impact
Kaizen and Continuous Improvement: Benefits, Challenges, and Impact Introduction Continuous improvement is a management philosophy focused on making ongoing, incremental improvements to processes, products, and workplace culture. One of the most recognised approaches to continuous improvement is Kaizen, a Japanese philosophy meaning “change for the better.” Developed and popularised in Japanese manufacturing industries, particularly Toyota, […]