How Standard Operating Procedures Support Operational Excellence
Introduction
Introduce the rules of the standardised job; documentation (standard combination sheets and standardised work charts); Use of Standard Time Values (STV) and the use of element times e.g. manual, walking, machine. Also understand the importance of equipment and machine layout.
Standardising means to have the work performed ‘as required’ every time it is needed. A work process must be repeatable and tested in advance to become a standard. Standards provide operators the exact way to perform a task, a procedure, how to operate machinery, how to distribute a layout and material handling, etc. Standards are documented and accessible to everyone involved in the job. Also, standards are available as visual aids in the shopfloor to assure the correct completion of every task.
“Standardised work can be defined as the currently best-known method for accomplishing the work. This assumes that it is the safest and most efficient method to do the work that meets the required level of quality. It provides a standard method for accomplishing the work at the moment, and it serves as a baseline for the kaizen activities .
To achieve a standardised work :
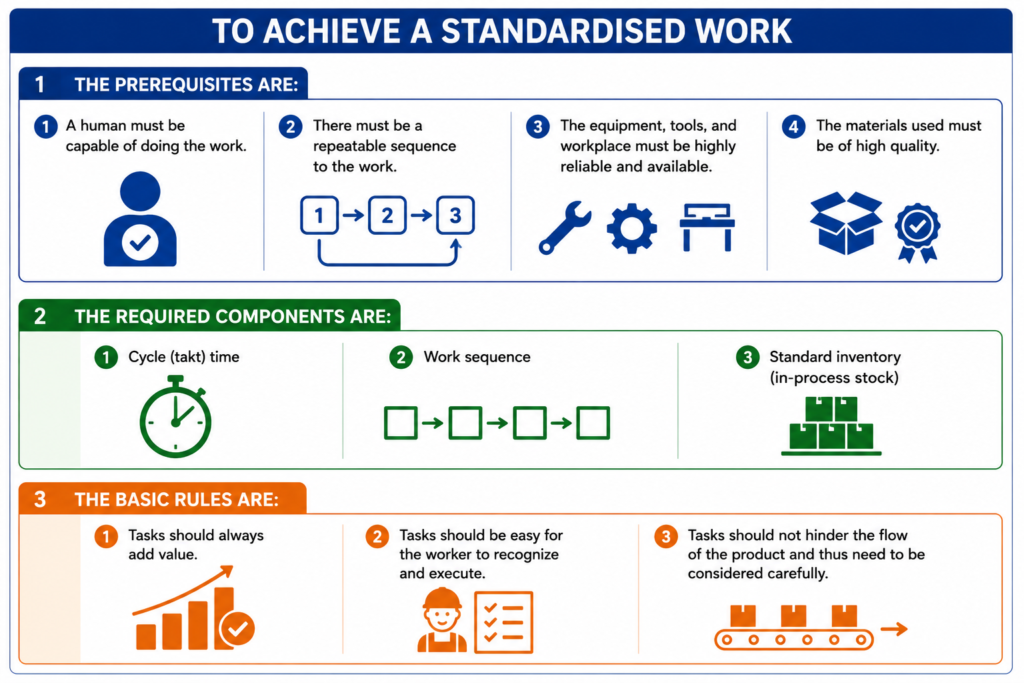
The prerequisites are: A human must be capable of doing the work. There must be a repeatable sequence to the work. The equipment, tools, and workplace must be highly reliable and available. The materials used must be of high quality
The required components are: Cycle (takt) time. Work sequence. Standard inventory (in-process stock)
The basic rules are: Tasks should always add value. Tasks should be easy for the worker to recognize and execute. Tasks should not hinder the flow of the product and thus need to be considered carefully.
Some of the benefits of Standardisation are:
- Reduce variability in processes
- Reduce errors and time variability on operators’ performance
- Foster and dissemination of knowledge. Standardised Work deployment is the DNA coding of operational excellence— process by process, workstation by workstation, sequence by sequence, wherever there is a human being.
- Finding and applying the best operational method that will lead to cost reduction, better product quality, and increased operator safety. This contributes to progress company-wide through augmentation of knowledge and betterment of operator work conditions and morale
- Visible impact on the bottom line of the company’s financials.
- Requires virtually no investment. It really epitomises the core definition of Lean: “Doing more with less.
Some of the expected results of Standardised Work are :
- Help to maintain process stability in terms of productivity, quality, cost, lead time and safety as results when all the process is repeatedly run according to the standard.
- Give clear direction to operators with clear stop and start points for each process as well as to build their confidence levels in doing jobs correctly and continuously.
- There is no Kaizen for the place where there is no SW. Therefore, the SW can be a platform for continuous improvement activities at the production area and opportunity for Kaizen. By referring to a case study at XYZ Company, found that SW helped in reducing inventory, optimum utilisation of space, and implementing effective layout.
- The SW allows accessing current conditions and identifying any problems in the process quickly. This is because; check points and main process steps are easy to track by using the SW.
- Provide adequate training materials for train employees on the production floor. Once the operators are familiar with the SW, it becomes a necessity for them to do the tasks according to the standard.
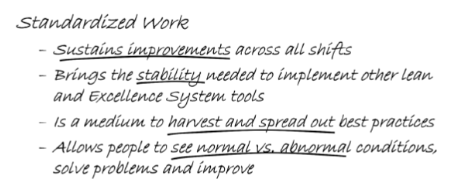
Tools recommended to implement standardised work:
Time Measurement Sheet (TMS): Use to record and analyse a production process to be studied in terms of process sequences and cycle time.
Periodical Task Check Sheet (PTCS): Use to record and analyse all the identified periodical tasks in a set of production processes.
Losses Analysis Check Sheet (LACS): This sheet is used to record and analyse performance of the process in forms of operation availability and loss percentage.
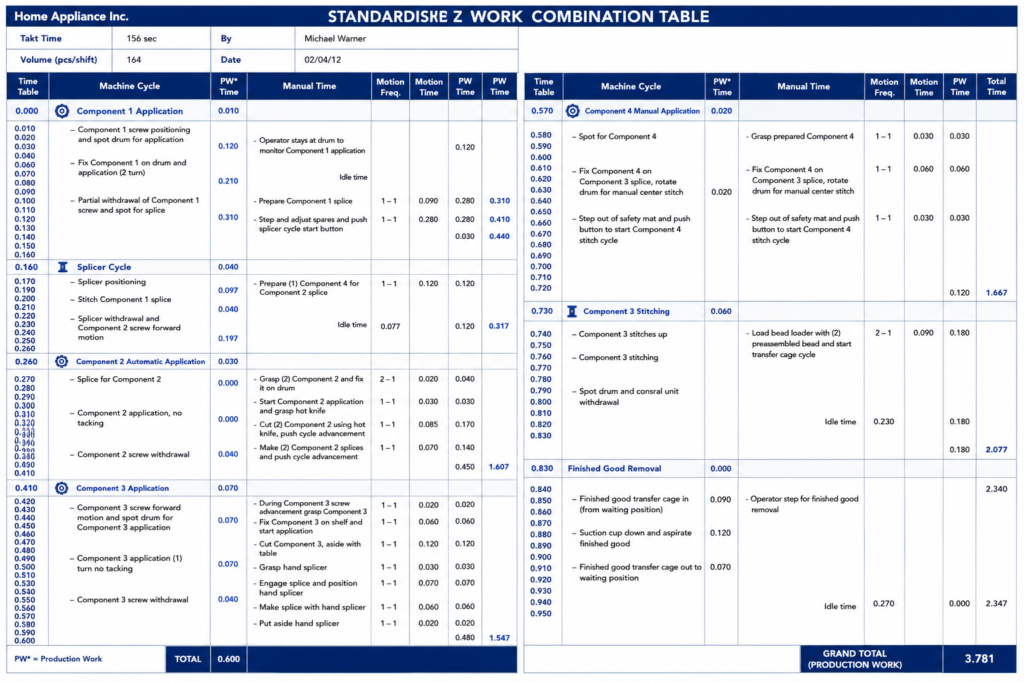
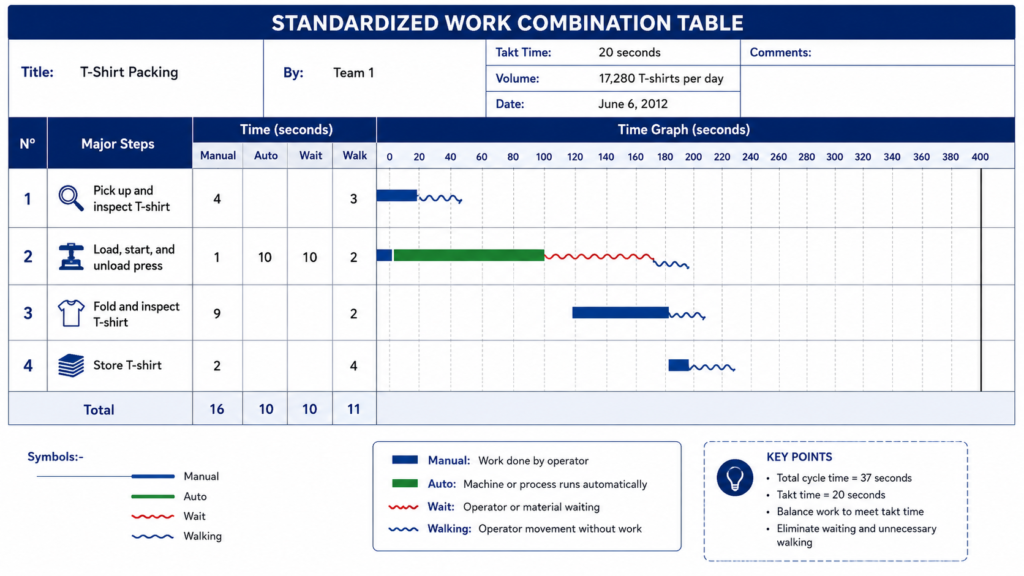
Standardised Work Combination Table (SWCT): This sheet is used to demonstrate the time relationship between manual work, machine work and walking, and the takt time. It indicates the flow of operators work within the operation in a single work or known as element process to indicate precisely how much time is needed for each element. This SWCT is normally used as the main reference at a production area to aid operators by visualising the work sequence of the operation. It informs the operator how they should perform the task to keep the pace and to stay on schedule.
Operator Balance Chart (OBC): This chart is used to visualise all the workloads in a set of processes and compare them between workstation and to takt time. It also shows the time required to conduct every element during the process for each workstation. Through the OBC, the equilibrium of workloads between workstations can be easily shown. The best production line is when the workloads between workstations are totally equal or nearly equal and closely matches the line takt time.
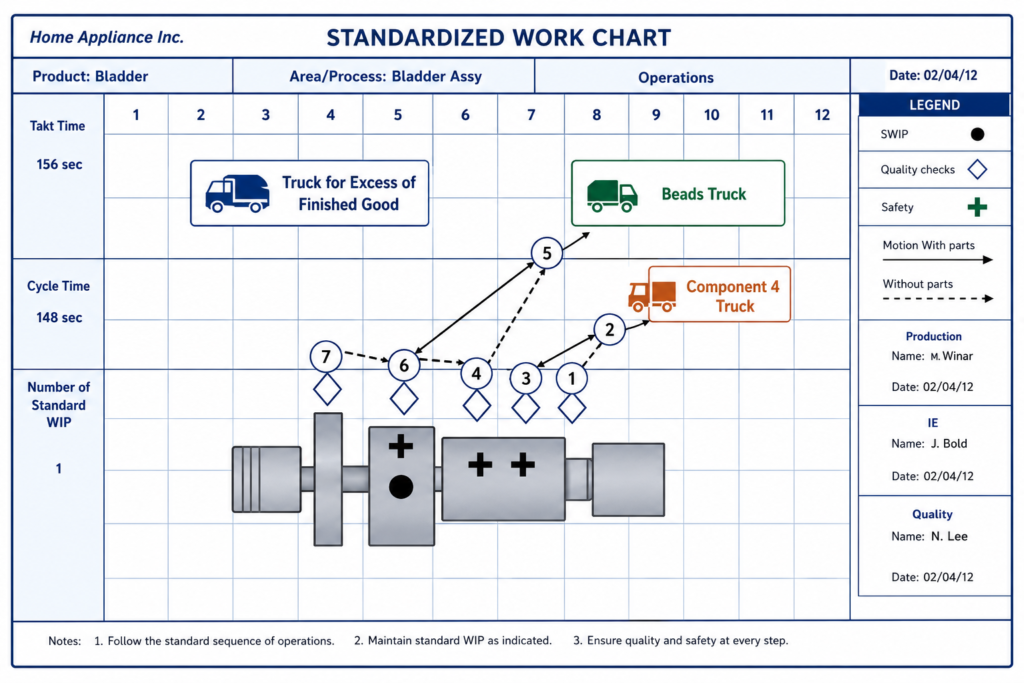
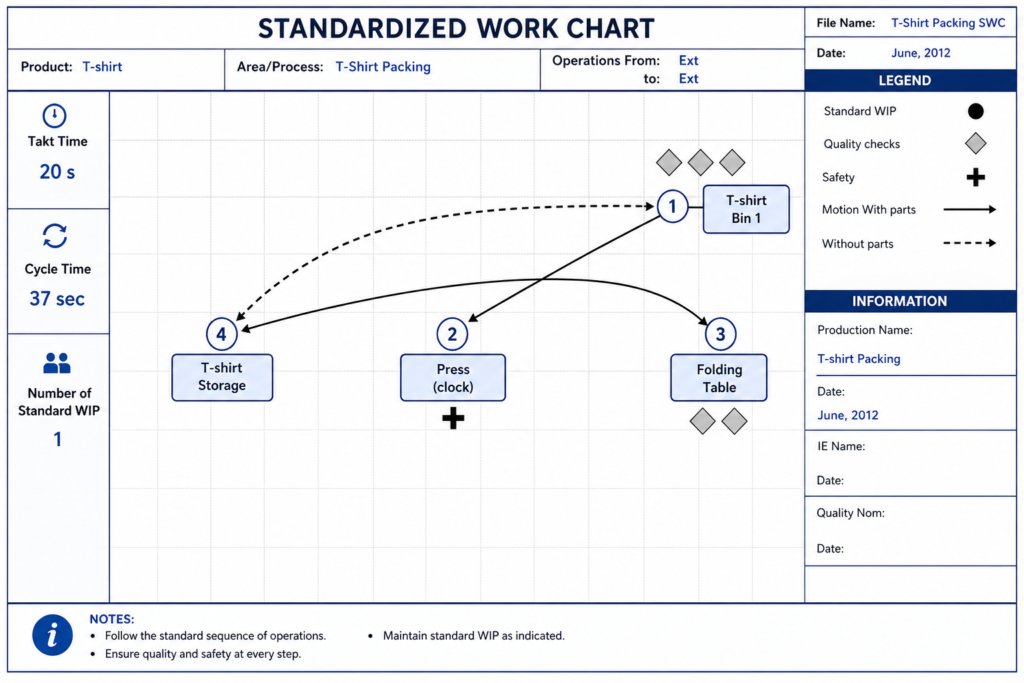
Standardized Work Chart (SWC): This chart is used to visualize the layout of a production area to be studied. It also used to show the work sequence, the quantity of standard in-process parts at the line and movement of the operator to complete a set of element processes.
Production Capacity Check Sheet (PCCS): This sheet is used to determine machines capacity and also to identify bottlenecks in the process. This is because one of the lean concepts is that the operators and the machines must all be balanced to takt time.
Cell Kaizen Target Sheet (CKTS): To record identified lean metrics before and after an implementation of improvement activities.
Cell Debugging Checklist (CDC): Used as checklist to evaluate an improved area
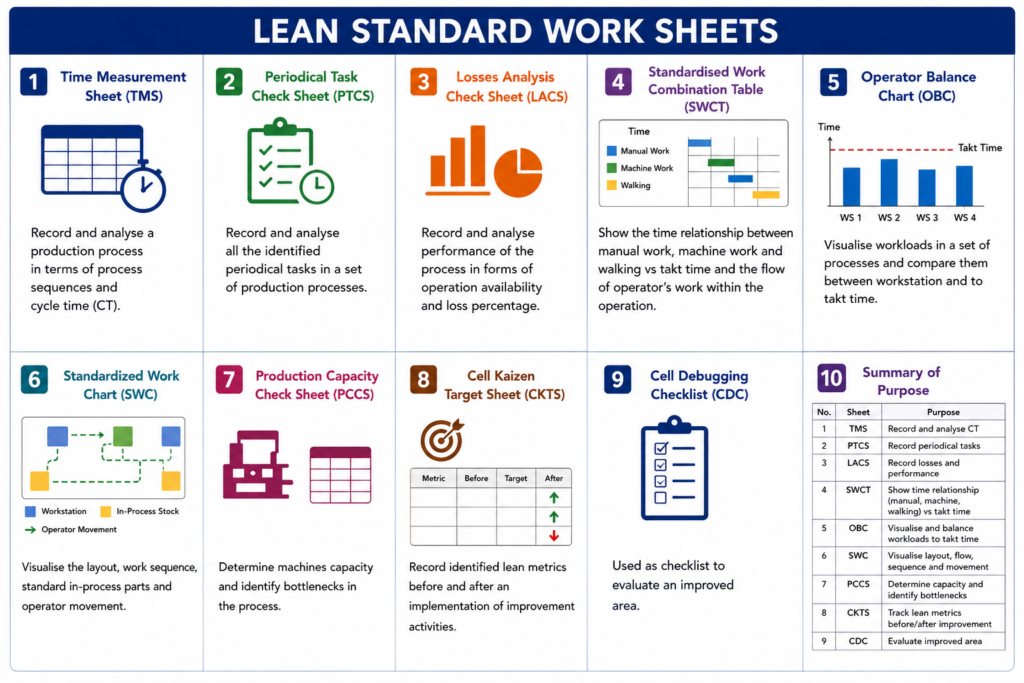
The process to deploy a Standardised Work is:
- Capture the current state
- Improve the process
- Training
- Auditing
Steps for Standardised Work Deployment
Furthermore, it is important to observe the current state, take times and to register them in the proper documents, such as time and motion studies of the current performance, standard work forms, standard combination sheets and standardised work charts.
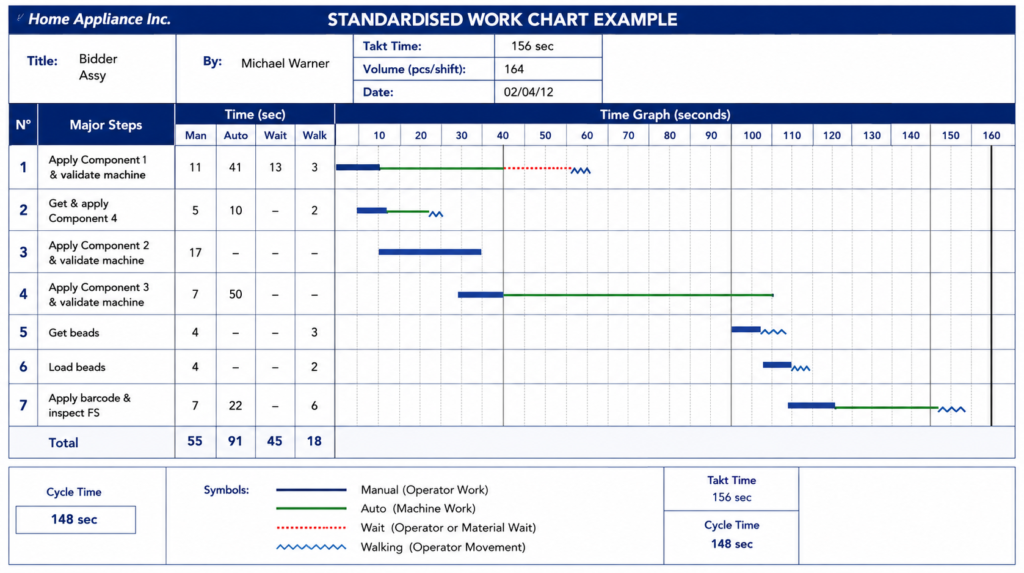
The following figures illustrate each step of a production process with times and movements to be performed, according to the Industrial Engineering Standards.
The diagram is an example of a standardised work chart. In this example, it shows the actual way of performing the tasks, and it illustrate the standard on how people, machines and processes interact in the shopfloor.
The next diagram shows a standardised combination work chart, which illustrates the combination of times between operators and machines.
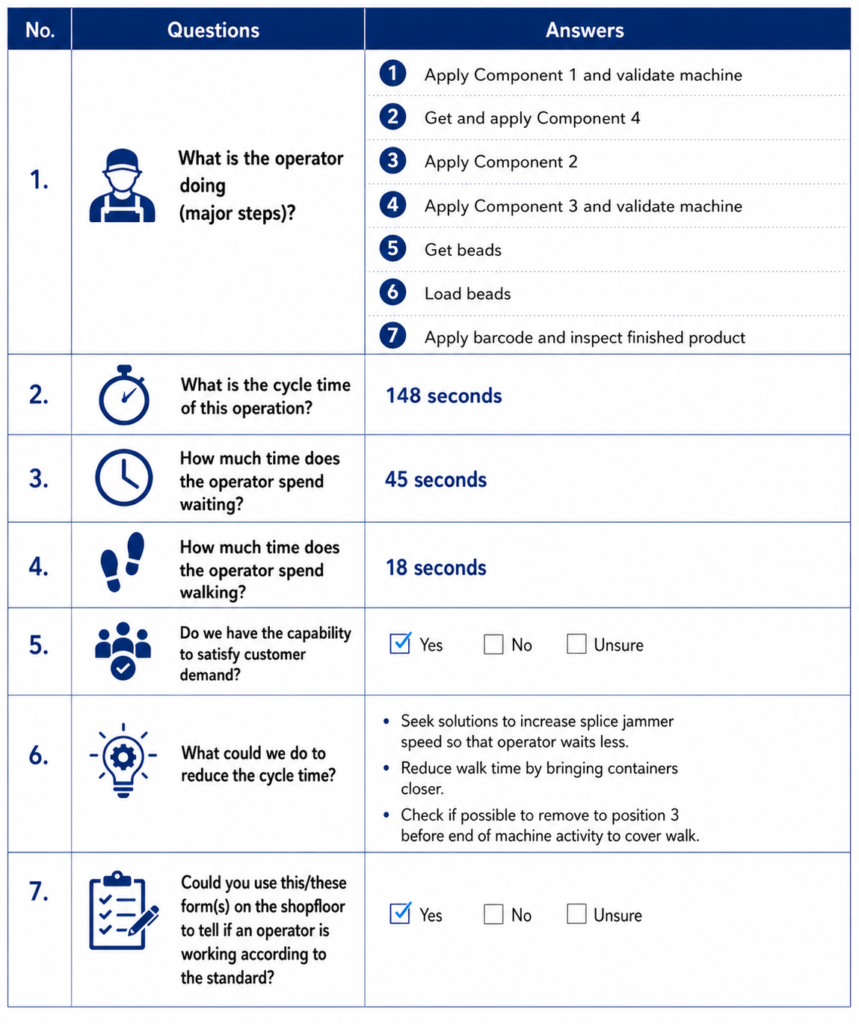
Operators involved in the process and other possible stakeholders participate in the improvement process. This can be done by using surveys with a few questions on how to reduce times, wastes, and to evaluate if the operators do the tasks properly, by analysing the current work performance.
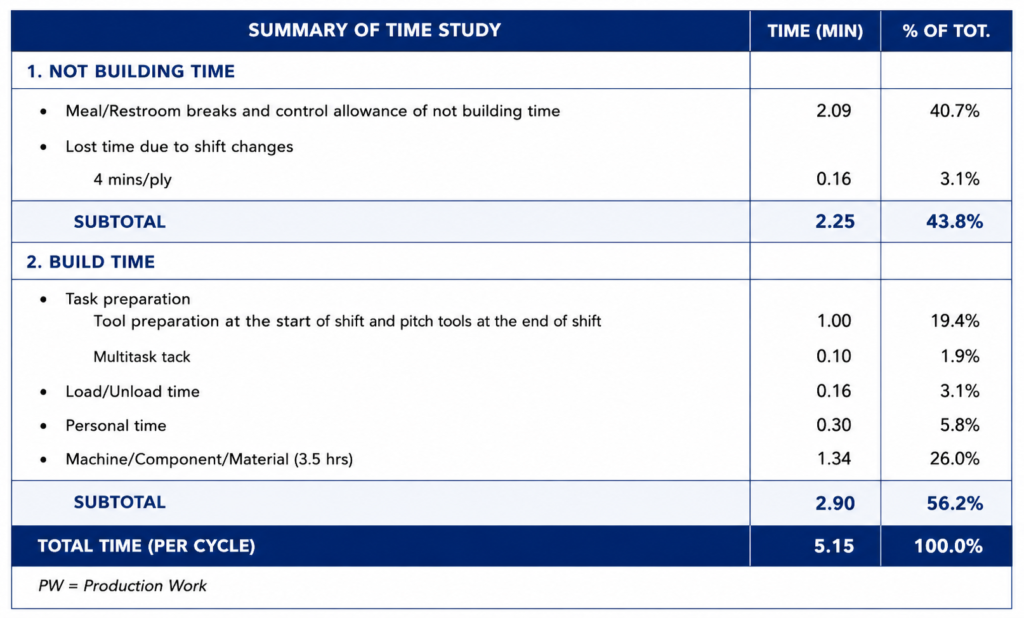
The following figure shows an example of a survey and the summary of answers received about how to improve the current work performance based on standard work forms.
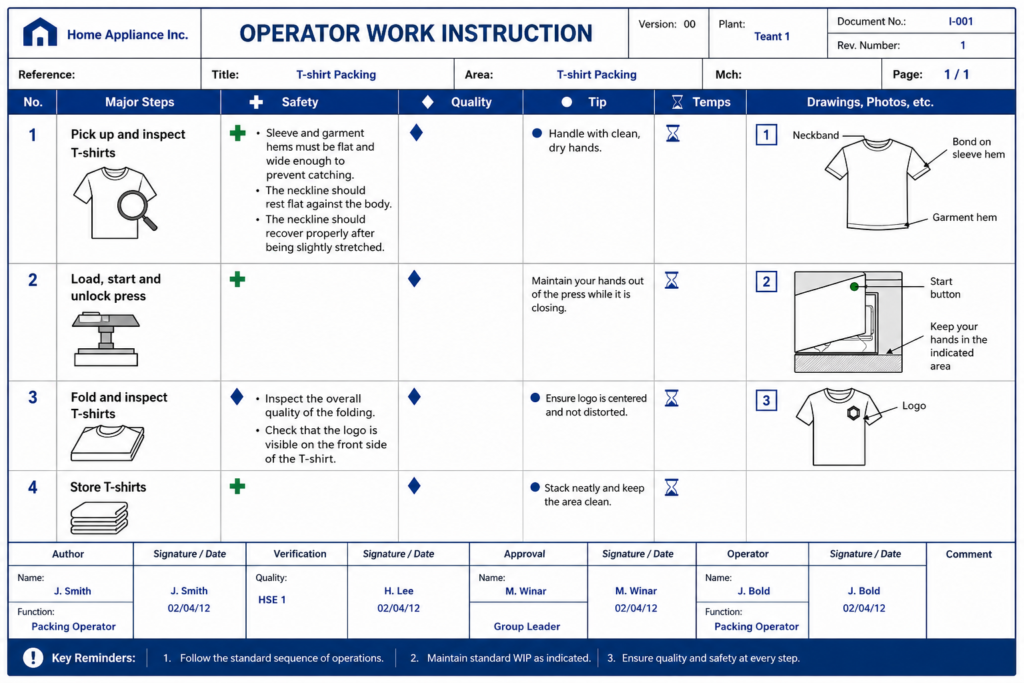
After completing the analysis of the survey results, the process should be improved, changes should be made, and all standardised forms should be updated.
Example of the final standardised forms after completing changes and improvements in a T-Shirt Manufacturing process.
Interested in our Industrial & Manufacturing Engineering Courses?
At iLearn Engineering®, we offer a diverse range of online accredited Industrial, Manufacturing and Mechanical Engineering courses and qualifications to cater to different academic and career goals. Our industrial courses are available in varying credit values and levels, ranging from 40 credit Engineering Diplomas to a Bachelor’s equivalent 360 credit International Graduate Diploma.
All Industrial / Manufacturing Engineering Courses
All Industrial / Manufacturing Engineering Diploma Courses can be seen here.
All Mechanical Engineering Diploma Courses can be seen here.
Short Courses for Industrial Engineering (40 Credits)
- Diploma in Manufacturing
- Diploma in Composites, Smart Materials & Nanotechnology
- Diploma in Lean Manufacturing
- Diploma in Mechanical Technology
- Diploma in Electrical Technology
- Diploma in Material Science
First Year of Undergraduate (Level 4 – 120 Credits)
Higher International Certificate in Industrial Engineering
Higher International Certificate in Mechanical Engineering
Years One and Two of Undergraduate (Level 5 – 240 Credits)
Higher International Diploma in Industrial Engineering
Higher International Diploma in Mechanical Engineering
Degree Equivalent International Graduate Diplomas in Engineering Management and Mechanical Engineering (Level 6 – 360 Credits)
International Graduate Diploma in Engineering Management (Level 6) [120 Credit Top Up]
International Graduate Diploma in Mechanical Engineering (Level 6) [120 Credit Top Up]
Complete Engineering Course Catalogue (all courses)
Alternatively, you can view all our online engineering courses here.
Get started today
Explore our range of Industrial and Manufacturing Engineering courses
Recent Posts
Visual Management Systems: See It, Own It, Improve It
Visual Management Systems: See It, Own It, Improve It Introduction All manufacturing companies use Key Performance Indicators (KPIs) in order to provide a fast and visual response to these questions. One of the most simple, but important tools, is a Visual system known as a SQCDP Board. A SQCDP Board is a visual management board […]
5S and Lean Manufacturing: Building Efficiency from the Ground Up
5S and Lean Manufacturing: Building Efficiency from the Ground Up Introduction Lean manufacturing is built on the principle of eliminating waste while maximizing productivity, quality, and efficiency. However, before any lean strategy can deliver lasting results, organizations need a strong operational foundation, and that foundation begins with 5S. The 5S methodology is more than just […]
Kaizen and Continuous Improvement: Benefits, Challenges, and Impact
Kaizen and Continuous Improvement: Benefits, Challenges, and Impact Introduction Continuous improvement is a management philosophy focused on making ongoing, incremental improvements to processes, products, and workplace culture. One of the most recognised approaches to continuous improvement is Kaizen, a Japanese philosophy meaning “change for the better.” Developed and popularised in Japanese manufacturing industries, particularly Toyota, […]