Holding It All Together: Design Impacts of Bonding Choice
Introduction
In modern engineering and manufacturing, joining components is more than just a mechanical necessity, it’s a critical design decision that affects performance, durability, safety, and cost. Among the many joining techniques available, bonding methods such as adhesives, welding, brazing, and soldering offer unique advantages and trade-offs compared to mechanical fasteners.
Choosing the right bonding method requires a deep understanding of how materials behave under stress, how environmental factors affect joints, and how design specifications align with production realities. For instance, adhesive bonding can provide a smooth, corrosion-resistant joint ideal for lightweight structures, while welding creates a strong, permanent bond suitable for heavy-duty applications. But each method also comes with design constraints, such as curing time, temperature sensitivity, or the inability to disassemble parts after bonding.
The manner in which parts have been bonded can have some notable effects on the overall design of products. Thus, the emphasis in this section will be on the influence of choice of bonding process (e.g. welding, soldering, brazing, adhesive bonding) on the product design.
Effect of welding process on product design
The following considerations are applicable to welding:
1. Welding design. The most fundamental rule is that the product should be created as a welded assembly from the beginning rather than a casting, forging, or other formed shape.
2. Required parts. The least amount of pieces are required for welded assemblies. For instance, basic bending operations on a part are typically more cost-effective than welding an assembly made of flat plates and sheets.
Other aspects includes specifics of how welding heat affect the product design:
Metals that have been work- or strain-hardened tend to recrystallize and soften in the heat-affected zone (HAZ) when subjected to the intense localised head of welding. The HAZ is the only area impacted, assuming the right infill metal is utilised. The admixture and filler metal don’t recrystallize, thus they keep their strength relative to the base metal. This explains why failures in work- or strain-hardened steel typically occur in the HAZ adjacent to the weld joint rather than in the joint itself.
This is especially true for drawn or rolled aluminium, wrought iron, and cold-rolled steel. Joint design is crucial when working with these materials, and you must consider how much stress the ultimate product will endure in use.

Compared to work-hardened metals, precipitation-hardened metals undergo a more complicated transformation, but the final outcome is the same: the HAZ undergoes an annealing cycle and softens. This is due to the precipitate that provides the metal its strength, which matures with heat and grows and agglomerates. Precipitation hardening’s effects are lessened as a result. The metal becomes over-aged or weakened more quickly the higher the heat. If you properly choose the filler metal to match the base metal’s ageing properties, post-weld heat treatment can fix this.
The least amount of change occurs during welding for metals that have been solid-solution hardened. At the fusion line, there is some grain formation, but often not enough to change the characteristics of the metal.

Assuming they have sufficient hardenability to create martensite during heat treatment or have previously formed martensite, transformation-hardened metals behave similarly to solid-solution-hardened metals. Four fundamental zones in the HAZ are identified by the temperature profile of a transformation-hardened metal, with heat input dictating both the HAZ’s width and the width of each region.
The HAZ will be wider and the cooling rate will be slower as the heat input increases. Martensitic zones might not occur at slower cooling rates. As a result, preheating to slow cooling can lessen post-weld brittleness, albeit you might also need to post-heat the weld to further slow cooling. This also implies that the likelihood of cracking increases with HAZ hardness and martensite content.

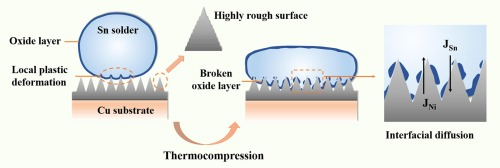
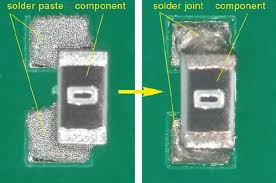
Effects of soldering process on product design
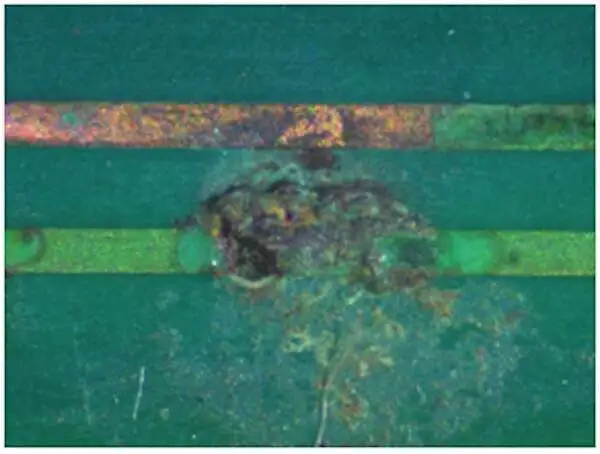
Oxidization: High temperatures and the presence of oxygen during the convection reflow or wave soldering processes frequently result in fast oxidation. The lifetime of the components and the electronic circuitry may be impacted by the oxidisation’s potential to cause some damage to the metal surface and its environmental robustness.
The second most significant aspect in determining the degree of oxidation, after the temperature itself, is the choice of activation flux used in the solder paste. While more “aggressive” flux strengthens solder joints and improves solder wetting, it also causes more oxidation and necessitates a thorough cleaning procedure to eliminate all flux residue. In spite of widespread usage, the majority of component manufacturers do not advise using highly active fluxes for this reason.
Displacement of component: Board mounting may result in some component displacement, particularly when employing a convection IR reflow oven for mass manufacturing. Changes in surface tension during the heat flow are what lead to component displacement.
Outgassing: A variety of component designs use non-hermetic epoxy-based packages with microporous structures that could serve as moisture retention traps. While the components themselves are made to function dependably and in accordance with their specifications, the high temperature board mounting method can cause some outgassing and quick moisture evaporation.
In this situation, outgassing from large components can blow out and move surrounding minor pieces. For instance, little 0201 MLCC capacitors positioned very close to the tantalum capacitor body in 7343 SMD chip tantalum capacitors can blow up.

Sulphur Contamination: The use and dependability of thick-film chip resistors with an Ag-system as the inner termination are mostly linked to sulphur pollution. In chip resistors, silver sulphide is created when sulphur contaminates the silver in the inner termination. Because of how easily it can combine with sulphur, silver sulphide is created when the sulphur diffuses from the outer termination layers to the inner termination. Unfortunately, silver sulphide renders the termination material non-conductive and essentially increases resistance until it is open circuit. In this example, the sulphur gas density, temperature, and humidity have a significant impact on the reaction velocity. Heat stress during installation can already start or stop this process.
Effects of brazing on product design
Tight tolerances may be maintained throughout the whole brazing process. The forms of the metal components are not altered by brazing because it does not melt the metals that are being bonded.
Also, base metal weakening is rather minimal since brazing permits considerably finer control over tolerances, resulting in a clean junction without the need for further finishing. There is minimal or no component distortion.

Other cases includes:
Connecting a shaft to a cam: From a solid bar of tool steel, the hardened steel cam and shaft may be manufactured as a single component. That would be excessively pricey. Alternatively, a single cam or shaft component could be forged and machined. That would need too much work. A set screw could be used to manually fasten the cam and shaft if they were built separately. As a result, the shaft can be produced of less expensive cold-rolled steel, but some machining is still necessary, and the setscrew may become loosened during vibration. It is possible to create a strong, long-lasting, vibration-proof bond by brazing the cam and shaft together with the least amount of materials and work.
A coupling-equipped plate: One-piece castings could be used to create a base plate with a threaded connection. The drawbacks of this are that there aren’t many materials available, connection requires facing, drilling, and tapping operations, and weight may be too much. The connection is brazed to a stock plate, which reduces weight and allows each material to meet the part’s specifications.
Joining various metals: The capacity to combine different metals is essential when two metals are superior to one. Consider carbide cutting tools: They would be too expensive to build entirely of carbide. Furthermore, while carbide may be suitable for cutting, it is too brittle and hard to withstand shocks in the tool shank. Lower material costs, strong carbide on the cutting edge, and shock-resistant tool steel in the shank are all benefits of brazing.
Effects of adhesive bonding on product design
Larger components can be produced utilising adhesive bonding techniques by component separation and subsequent merging. As long as the glue can still be applied to the adherends’ adhesive surfaces, adhesive bonding offers excellent potential for linking components without restricting the geometry of the adherends.
Adhesives offer more design flexibility, disperse load over a larger area, lessen stress concentrations, boost fatigue resistance, and more. Additionally, they reduce the weight of the entire structure, which enhances the bond’s look.
Therefore, it is not surprising that the principal joining method for carbon fibre reinforced polymer (CFRP) employed in the aerospace sector is adhesive bonding. A lot of different industries, such as civil engineering, transportation, biomechanics, marine, electronics, etc., require adhesives.
To provide a safe and dependable fleet for airline operators, aircraft structural materials, parts, and engines need high quality aerospace structural adhesive solutions. Manufacturers have a wide range of requirements for the construction of aircraft, from surface preparation and lighting strike protection materials to aerospace composite and metal bonding adhesives.

Interested in our engineering courses?
We have over 70 courses across all major engineering disciplines, including, mechanical, electrical and electronic, civil, aerospace, industrial, computer and general engineering. Visit our course catalogue for a complete list of fully accredited engineering programmes.
A small selection of short courses …
Level 6 Courses
International Graduate Diploma in Mechanical Engineering
Level 5 Courses
Higher International Diploma in Industrial Engineering
Higher International Diploma in Mechanical Engineering
Level 4 Courses
Higher International Certificate in Industrial Engineering
Higher International Certificate in Mechanical Engineering
Alternatively, you can view all our online engineering courses here.
Recent Posts
Civil Engineering Courses and Diplomas: Topics, Skills and Career Routes
Civil Engineering Courses and Diplomas: Topics, Skills and Career Routes Introduction Civil engineering is the backbone of modern society. From roads and bridges to skyscrapers and water systems, civil engineers design, build, and maintain the infrastructure that keeps the world running. If you’re considering a civil engineering course or diploma, understanding what it covers is […]
What Is a Diploma in Engineering? Courses, Levels and Career Routes Explained
What Is a Diploma in Engineering? Courses, Levels and Career Routes Explained Introduction Engineering shapes the world around us, from the buildings we live in to the technology we use every day. But for many aspiring engineers, the biggest question is not whether to pursue engineering, but how to start. Traditional university degrees are not […]
Engineering Courses: How to Choose the Right Route for Your Career
Engineering Courses: How to Choose the Right Route for Your Career Introduction Choosing an engineering course can feel like standing at the beginning of several different roads, each leading towards a different kind of future. One route may lead into mechanical systems and manufacturing. Another may lead towards aircraft, infrastructure, electronics, computing, renewable energy or […]