Forming the Future of Manufacturing
Forming is a widely used manufacturing process, especially for metals. During forming, the metal is plastically (permanently) deformed by exerting it to forces above its yield strength where strain hardening occurs.
To perform forming, the material should have a relatively low yield strength and high ductility, while strain rate and lubrication affects the performance too. Increasing the temperature reduces yield strength and increases ductility to make it easier to deform hence some types of forming are performed hot.
There are four main types of forming, shown below:
- Rolling
- Forging
- Extrusion
- Drawing
Rolling
Flat metal is deformed using compression force by passing through two rotating rollers. The process focuses on increasing the length of the workpiece, whilst decreasing thickness.
The billet resulting from the process has a consistent cross section and width.
Hot-rolling – As the name suggests, in hot rolling the metal is heated to a desired temperature (generally above its recrystallization temperature) before it is then passed through the rollers.
During this process, the metal changes its grain structure due to the heat, and there are now a new set of strain-free grains in the metal (no work hardening).
Due to reduced strength of the metal at high temperature, less force is needed to give a corresponding reduction in the cross section compared to cold rolling.
Cold-rolling – During cold rolling, the metal is kept below the recrystallization temperature, as such, metal rolled during cold rolling undergoes some level of work hardening.
The forces required are much higher than in hot-rolling, but results in a very good surface finish.
Often, rolling will be done using multiple pairs of rollers to gradually reduce the thickness of the material.
This is called a tandem rolling mill.
.
Forging
Metal forging is a type of forming manufacturing process in which a billet or a work piece is plastically deformed between two dies or tooling by applying compression force.
Although forging can be performed in all temperature ranges such as hot, cold, warm and isothermal, the most common type of forging is carried out with the work piece above its re-crystallization temperature. Forging is one of the most important metal forming processes especially in the iron and steel manufacturing industry, but is also used with aluminum and titanium for example in the aerospace industry.
Forging is an ancient technique used to make jewellery, coins etc by hammering metal using stone tools. Modern forging still follows the same concept as the local blacksmith but high-powered hammers and mechanical presses have replaced the strong arm and the hammer, and tool steel dies have replaced the anvil.
Characteristics of Metal Forging
- Forged parts have good strength and toughness, and used on critical parts because of its reliability for highly stressed and critical application
- Forging usually produce little or no scrap hence comparatively cheaper for medium to large production batches
- Forging process is quick and can generate the final part geometry in a very short time, usually in one or a few strokes of a hammer
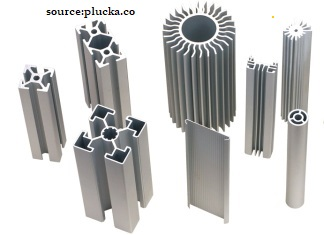
Extrusion
Metal Extrusion is a metal forming manufacturing process in which a cylindrical billet inside a closed cavity is forced to flow through a die of a desired cross-section. These fixed cross-sectional profile extruded parts are called “Extrudates” and pushed out using either a mechanical or hydraulic press.
Most commonly extruded materials are Aluminium, Copper, Steel, Magnesium, and Lead, as well as many types of plastics and ceramics.
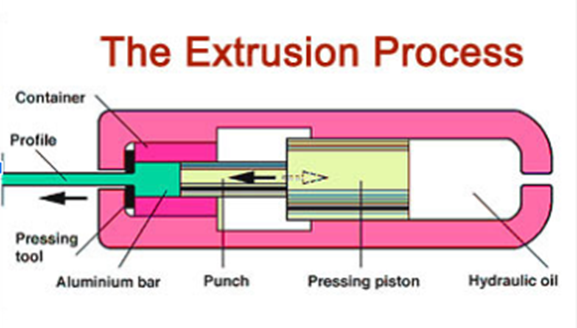
A hydraulic oil is used to push a piston attached to the punch. The punch then forces the material through the pressing tool to create the desired profile shape.
Characteristics of Extrusion
- Able to create complex cross-sections and will be uniform over the entire length of the extrudates
- Factors that affect the quality of extrusion are die design, extrusion ratio, billet temperature, lubrication, and extrusion speed.
- Similar to any other metal forming processes, it can be performed either hot or cold, although the process generally is carried out at elevated temperatures in order to reduce the extrusion force and improve the ductility of the material
- Low cost due to reduced raw material wastage and high production rate
- Brittle material can be deformed without a tear as it only exerts compressive and shear forces in the stock part
- Parts that are formed have an excellent surface finish which minimizes post-processing machining
- Metal extrusion tends to produce a favourable elongated grain structure in the direction of the material.
- The minimum wall thickness of ~1mm (aluminium) to ~3mm (steel) could be achieved
Aluminium alloy a356 copier frame plaster mould aluminium casting
Plastic extrusion – Extrusion with plastics is a similar process. The main difference is that the raw plastic takes the form of granules or pellets. These are then heated to form a molten plastic which is then forced through the die to produce the desired cross section.
Drawing
Drawing is a manufacturing process where material is stretched and formed using tensile forces.
There are two main types of drawing: sheet metal (also known as deep drawing) and wire, bar and tube drawing.
The process is typically performed cold, which is done to ensure accurate tolerances, better grain structure and surface finish, as well as improved material properties.
Deep drawing:
A flat piece of material is pushed (punched) through a die to stretch out the material into a specific shape.
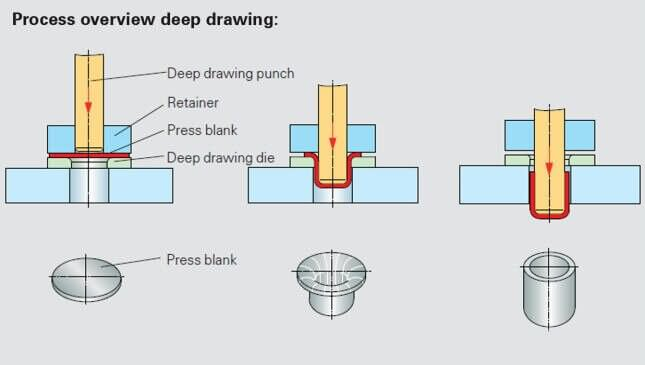
As the metal is stretched over the surface of the punch, the stock material becomes stretched longer, and therefore reduces in thickness.
The material undergoes plastic deformation.
Widely used on sheet metal to produce parts with a hollow body, such as aluminium cans, pans, and bowls.
Wire or bar drawing
The second type of material drawing is used in the production of longer thin sections of material such as wires, bars, or tubing.
The process is to apply tensile loading (pulling) to a starting stock of material to draw out that material, hence making it longer but thinner.
Steels, copper alloys, and aluminium alloys are common materials that are drawn in this way.

Interested in our engineering courses?
We have over 70 courses across all major engineering disciplines, including, mechanical, electrical and electronic, civil, aerospace, industrial, computer and general engineering. Visit our course catalogue for a complete list of fully accredited engineering programmes.
A small selection of short courses …
Level 6 Courses
International Graduate Diploma in Mechanical Engineering
Level 5 Courses
Higher International Diploma in Industrial Engineering
Higher International Diploma in Mechanical Engineering
Level 4 Courses
Higher International Certificate in Industrial Engineering
Higher International Certificate in Mechanical Engineering
Alternatively, you can view all our online engineering courses here.
Recent Posts
Understanding Key Performance Indicators in Manufacturing
Understanding Key Performance Indicators in Manufacturing Introduction Key Performance Indicators (KPIs), or sometimes written as Key Performance Measures, are some of the key ‘metrics’ that are used to measure the performance of an industrial system. A good KPI for a manufacturing system should be SMART, that is: Specific – It should measure a specific output […]
How Aircraft Structures Evolved: From Fragile Flyers to Engineering Masterpieces
How Aircraft Structures Evolved: From Fragile Flyers to Engineering Masterpieces Introduction As with all other aspects involved with an aircraft, the structural design and layout has changed markedly over the history of flight, in line with technological advances and new discoveries. This section will highlight some of the more substantial developments made during the history […]
Why Lean Manufacturing Matters: Principles of waste
Why Lean Manufacturing Matters: Principles of waste Introduction Lean manufacturing isn’t just a toolkit for improving efficiency, it’s a mindset that reshapes how organisations think about value. At its core, lean focuses on delivering exactly what the customer needs, when they need it, with as little waste as possible. In an increasingly competitive and resource-conscious […]