From Raw Material to Refined Component: The Role of Drilling and Turning
Secondary processes are used in manufacturing to further modify the output of primary manufacturing processes in order to improve the material properties, surface quality, surface integrity, appearance and dimensional tolerance.
In this blog, we will focus on drilling and turning as secondary manufacturing processes.
Machining refers to the mechanical work done by a tool to remove material from the workpiece. As such, machining as a subtractive manufacturing process.
It can provide very good surface finish and intricate shapes with close tolerance.
Drilling
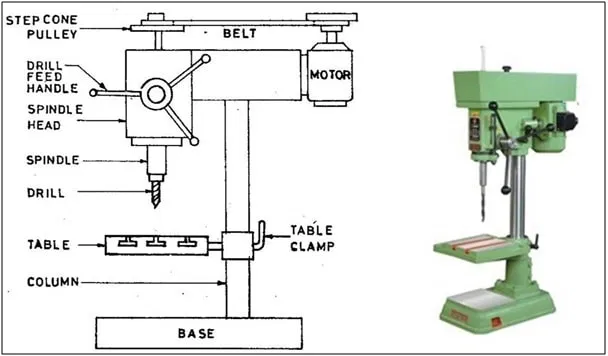
Fundamentally, drilling is a cutting process used to produce holes. In the process, cutting tools (known as drill bits) of various sizes are used to cut a hole of circular-section in solid materials like metal, plastic, wood, rocks etc.
During drilling, the drill bit rotates from hundreds to thousands of revolutions per minute, and is pressed against the work-piece with force. The force applied causes the cutting edge to cut off chips from the workpiece.
Applications
Drilling machines are available in different shapes and sizes, varying from small hand-held power drills to bench mounted and finally floor-mounted versions. They are used to carry out operations such as countersinking, counterboring, reaming, spot facing, as well as tapping large and small holes. Due to the fact that drilling machines can perform these varying operations, the principles and drill bits in achieving them totally vary.
It is important to ensure that lubrication is applied between the drill bit and workpiece while working. This helps to dissolve heat and friction generated by the moving parts.
Drills, taps, and reams
High Speed Steel (HSS) tools such as drills, taps and reamers are commonly used on CNC machining centers for hole making operations.
Twist drills – The material removal rate of twist drills is very high. Twist drills come in a huge variety of diameters and sizes.

Twist drills have a conical cutting point at the tip of a cylindrical shaft that has one or more helical flutes. The flutes are designed to evacuate chips out of the hole being drilled. Twist drills are available in a variety of sizes, lengths, materials and coatings, but the most common are High Speed Steel (HSS) and solid carbide.
Tool coatings have an influence on the cutting process by increasing cutting speed and tool life. Coatings such as titanium nitride (TiN) increase the initial cost but reduce wear and increase tool life. Applied as a thin coating, TiN is used to harden and protect cutting surfaces. Twist drills coated with titanium nitride (TiN) are easily identified by a gold like color. This coating increases the hardness of the bit and adds a self-lubricating property.

Spot Drills and Center Drills – These two are special purpose drills with very short flutes. Spot drills are designed to be extremely rigid so that they can precisely spot a hole for a twist drill. The goal is use the spot drill to make a little dimple in the workpiece that keeps the twist drill from walking so that the hole is produced in the right place.
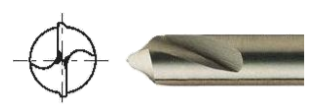
Center drills create a 60° center point, particularly useful for creating the center point in the end of a workpiece used later on a lathe.

Reamers – Reamers are used to enlarge an existing hole to a precise tolerance and to add a high quality surface finish. Reamers require a hole be drilled first that is fairly close to the final size so that the reamer actually removes relatively little material. Reamers ensure a hole has an accurate diameter, roundness, and good surface finish.

Taps – Taps are used to cut internal threads of a specific size and pitch. Like reamers, a tap requires a hole be drilled first to the size of the minor diameter.
Not all threads are made by cutting the material. There are two major categories of taps: Roll Form and Cut Taps. Unlike thread cutting, a Roll Form tap does not produce any chips. Instead of cutting, the tap is forced into the hole and the material is deformed into the required thread form. This process creates stronger threads and reduces manufacturing time.
Forming taps must be applied in materials that cold form well. This includes steels, stainless steels, light metals, and light metal alloys. Generally, materials that produce a continuous chip when drilling are good candidates for thread forming.
Turning
Turning is a form of machining which is used to create rotational parts by cutting away unwanted material. The turning process requires a turning machine or lathe, workpiece, fixture, and cutting tool.
Unlike milling and drilling, the main difference in turning, is that it is the workpiece, not the tool, which is rotated.
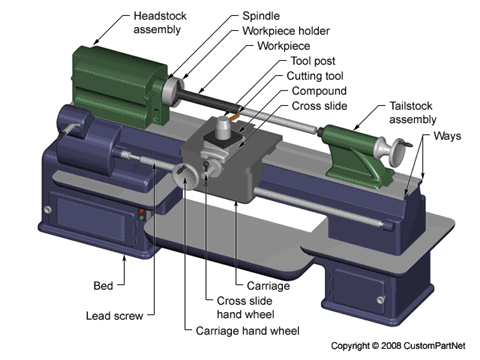
The workpiece is a piece of pre-shaped material that is secured to the fixture, which itself is attached to the turning machine, and allowed to rotate at high speeds. The cutter is typically a single-point cutting tool that is also secured in the machine, although some operations make use of multi-point tools. The cutting tool feeds into the rotating workpiece and cuts away material in the form of small chips to create the desired shape.
Turning is used to produce rotational, typically axi-symmetric, parts that have many features, such as holes, grooves, threads, tapers, various diameter steps, and even contoured surfaces.
Parts that are fabricated completely through turning often include components that are used in limited quantities, perhaps for prototypes, such as custom designed shafts and fasteners.
Turning is also commonly used as a secondary process to add or refine features on parts that were manufactured using a different process. Due to the high tolerances and surface finishes that turning can offer, it is ideal for adding precision rotational features to a part whose basic shape has already been formed.
Interested in our engineering courses?
We have over 70 courses across all major engineering disciplines, including, mechanical, electrical and electronic, civil, aerospace, industrial, computer and general engineering. Visit our course catalogue for a complete list of fully accredited engineering programmes.
A small selection of short courses …
Level 6 Courses
International Graduate Diploma in Mechanical Engineering
Level 5 Courses
Higher International Diploma in Industrial Engineering
Higher International Diploma in Mechanical Engineering
Level 4 Courses
Higher International Certificate in Industrial Engineering
Higher International Certificate in Mechanical Engineering
Alternatively, you can view all our online engineering courses here.
Recent Posts
Civil Engineering Courses and Diplomas: Topics, Skills and Career Routes
Civil Engineering Courses and Diplomas: Topics, Skills and Career Routes Introduction Civil engineering is the backbone of modern society. From roads and bridges to skyscrapers and water systems, civil engineers design, build, and maintain the infrastructure that keeps the world running. If you’re considering a civil engineering course or diploma, understanding what it covers is […]
What Is a Diploma in Engineering? Courses, Levels and Career Routes Explained
What Is a Diploma in Engineering? Courses, Levels and Career Routes Explained Introduction Engineering shapes the world around us, from the buildings we live in to the technology we use every day. But for many aspiring engineers, the biggest question is not whether to pursue engineering, but how to start. Traditional university degrees are not […]
Engineering Courses: How to Choose the Right Route for Your Career
Engineering Courses: How to Choose the Right Route for Your Career Introduction Choosing an engineering course can feel like standing at the beginning of several different roads, each leading towards a different kind of future. One route may lead into mechanical systems and manufacturing. Another may lead towards aircraft, infrastructure, electronics, computing, renewable energy or […]